Automated
MIG Welding Process &
Aluminum and Steel Wheel Welds:
 
2002"
This company has been in the wheel business for almost 100 years and with annual
sales of approx. 2 billion dollars, you would think their management would have
an interest in welding. This
is a partial review of an extensive weld report I provided North Americas largest
manufacturer of MIG welded wheels.
I was requested to evaluate numerous
weld quality and production issues with aluminum and steel wheel MIG weld applications
at a large wheel manufacturing facility. The aluminum wheel applications used
grade 5554, 0.062, (1.6 mm), MIG wires and the steel wheel welds were made with
E70S-6 MIG wires. After
evaluating the aluminum and steel welds for three days
the following was noted; [1]
welds skipping, resulting in weld areas that contain missed welds, unacceptable
and welds and inconsistent thin welds,
[2] welds with inconsistent weld
penetration,
[3] weld with globs,
[4] unexplained weld porosity,
[5] Inconsistent weld surface appearance,
[6] inconsistent weld undercut,
[7] numerous arc start, crater and weld tie in issues,
[8] numerous wire burn
back issues,
[9] extensive weld equipment break downs.
In
contrast to both the Miller Maxtron and Invision equipment you are presently using,
your company should have purchased more stable weld equipment for the welds. As
you are aware. many of your weld issues are generated in the weld start / end
locations. In controlling the weld starts and weld end data, instant communication
is necessary between your PLC controls, the weld control the power source and
the wire feeder, at this time, the Miller equipment utilized at your facility
do not provide this simple capability.
The
aluminum and steel MIG weld issues and automated equipment down time at this facility
are both extensive and abnormal. Numerous issues are generated in the mechanized
weld cells, however a primary "root cause" for the welding down time
and weld rework being generated is the "Miller Invision and Maxtron pulsed
MIG equipment utilized". While
Miller had a reputation for building
the world's best conventional CV MIG equipment, the Miller pulsed equipment used
in the mechanized weld cells of this plant, should have never left the Miller
product 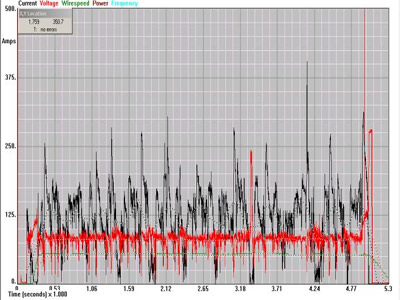 development
lab. It's difficult for me to understand why the responsible corporate executives
at Miller let these erratic performing pulsed MIG power sources leave their factory.
Perhaps the Miller executive like your management simply lacked weld process expertise. development
lab. It's difficult for me to understand why the responsible corporate executives
at Miller let these erratic performing pulsed MIG power sources leave their factory.
Perhaps the Miller executive like your management simply lacked weld process expertise.
 The
poor choice of the pulsed MIG welding equipment at your facility, is typical in
an industry that too frequently takes advice from sales reps and other unqualified
individuals. It's unfortunate that with many automated weld systems, many companies
often place more emphasis on the weld equipment bells and whistles, rather than
on the weld application and process requirements and the weld equipment performance. The
poor choice of the pulsed MIG welding equipment at your facility, is typical in
an industry that too frequently takes advice from sales reps and other unqualified
individuals. It's unfortunate that with many automated weld systems, many companies
often place more emphasis on the weld equipment bells and whistles, rather than
on the weld application and process requirements and the weld equipment performance.
On
the fourth day morning of my visit I did what the wheel manufacturer should have
done years earlier. With both aluminum and steel wheels, I switched the pulsed
modes off and changed the automated pulsed weld procedure to the conventional
spray transfer modes. Instantly it was clear from the optimum, consistent spray
welds produced, that switching the pulsed mode off would be a highly cost effective
solution to the wheel weld quality and productivity issues. Not only did the spray
transfer wheels have zero defects, I increased your weld travel rates by more
than 20%
In
the afternoon I produced more welds to ensure consistent weld results. I
also provided an actual weld demonstration to the management, (many were reluctant
to come to the demo) and then delivered four hours of consistent wheel weld quality
and production with no weld rework. As mentioned
I had also established an increased hourly MIG weld production of 20%. I wrote
the new weld procedures and provided the necessary process control requirements
.
On the fifth day
I then had a meeting with some of the
plant management and gave them a report of my findings. The
scope of this report is not directed at all your causes for the welding downtime
and quality issues as it would take a book.
From my perspective the primary
cause of the issue is recognized. Once your MIG weld process is changed you can
go forward and implement suitable weld procedures and effective automated weld
process controls.
In
Conclusion.. Over the last decade the aluminum and steel weld quality / productivity
wheel issues has created costs measured in millions of dollars each year. Your
personnel have had to daily struggled with unsuitable tools and oversized weld
consumables recommended by your engineers and managers. Your total organization
lacks MIG weld process control expertise. I look forward to providing the resources
you need to resolve all your weld productivity and quality issues.
E.
F. Craig.
 How
did the Wheel manufacturing management and engineers receive the weld report?
Unfortunately the "hands off - we have surrendered management", had
from a welding perspective no one who would step up to the plate take ownership
or responsibility for the necessary weld changes, so they did nothing. How
did the Wheel manufacturing management and engineers receive the weld report?
Unfortunately the "hands off - we have surrendered management", had
from a welding perspective no one who would step up to the plate take ownership
or responsibility for the necessary weld changes, so they did nothing.
This
company did not change the way it made its welds and a few years later I was not
surprised to hear they declared bankruptcy. In 2008 they are still in business
and the management has not changed, however I am sure they are pleased to know
that the > 2006 Miller pulsed equipment is much more consistent in it's performance.
. AS
I HAVE FOUND ON TOO MANY OCCASIONS, WHEN YOU PRESENT PROCESS LOGIC TO MANAGEMENT
AND ENGINEERS THAT LACK PROCESS EXPERTISE, IT'S DIFFICULT FOR SOME OF THEM TO
TAKE OWNERSHIP AND TAKE ACTIONS THAT WILL TAKE THEM OUT SIDE THEIR COMFORT ZONE.
WHEN
YOU THINK ABOUT IT, THE INCOMPETENT MANAGEMENT AT THE WHEEL COMPANY SHOULD HAVE
SUED THE INCOMPETENT MANAGEMENT AT MILLER FOR SELLING THEM THE INCONSISTENT, WELD
EQUIPMENT THAT HAD DRAMATIC COST CONSEQUENCES FOR THEIR INCOMPETENT ORGANIZATION.
LETS GET BACK TO WELD REALITY. TO SUE MILLER OR ANY WELD EQUIPMENT
MANUFACTURER THAT PROVIDES WELD EQUIPMENT THAT PROVIDES UNSTABLE WELD PERFORMANCE
WHICH IMPACTS THE DAILY QUALITY OR PRODUCTIVITY, THE PLANT MANUFACTURING MANAGEMENT
WOULD FIRST HAVE TO SHOW AN INTEREST IN THE WELD PROCESSES AND EQUIPMENT USED
IN THEIR PLANTS AND AT LEAST HIRE SOMEONE WITH THE FUNDAMENTAL ABILITY TO UNDERSTAND
THE ROOT CAUSE OF THEIR DAILY MANUFACTURING WELD ISSUES.
OF
COURSE ONCE THE WELD OR MANUFACTURING MANAGER WAS CAPABLE OF UNDERSTANDING THAT
THE PULSED WELD EQUIPMENT WAS A ROOT CAUSE OF THE WELD ISSUES IN HIS PLANT, HE
WOULD THEN REMEMBER THAT HE WAS THE ONE WHO PLACED HIS SIGNATURE ON THE PURCHASE
ORDER FOR THE SAME USELESS PULSED EQUIPMENT.
LIFE
CAN BE SIMPLE BUT IT OFTEN APPEARS
THAT MANY ARE DEDICATED TO MAKING IT COMPLEX.
Back to Ed Craigs Welding Projects
| |




