| TIP TIG welding is 100 to 500% faster than TIG with superior quality than traditional TIG - Pulsed MIG - FCAW |
 |
 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| TIP TIG PIPE WELD WITH A ROTARY POSITIONER. . |
|---|
With or without that positioner, the semi-automatic TIP TIG process provides the best root - fill pass weld quality. |
5G PIPE FILL WELD PASSES MADE SIMPLE WITH TIP TIG.
| TIP TIG pipe fill pass welds are typically made 100 - 400 % faster than regular TIG. No foot control is required, one or two hands can be used to control the torch, lowest weld smoke, no spatter, no slag and no grinding. Look how easy it is to make a pipe weld that is superior weld quality than regular TIG. In contrast to regular TIG, with TIP TIG there is minimum weld starts and stops. The less oxidized TIP TIG welds are the cleanest welds you will ever see. The TIP TIG weld HAZ produced should be the smallest. The agitated TIP TIG welds should always provide superior side wall fusion with less pore / inclusion defects and the weld stresses should be the lowest. |
When your manual or auto weld process provides the highest weld quality
with the lowest weld heat, you will see some remarkable weld results
with the lowest weld heat, you will see some remarkable weld results
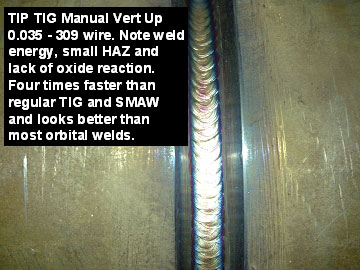
Note TIP TIG manual weld uniformity and continuity,
the minimum HAZ, minimum weld starts / stops. X- Ray = no defects.
 ALL POSITION CODE QUALITY PIPE WELDS AND
ALL POSITION CODE QUALITY PIPE WELDS AND 
 [c]
[c] 
 [e]
[e]
In contrast to regular TIG, with the TIP TIG process expect 200 - 500% more pipe
weld production each hour with much superior weld quality.
[] This TIG pipe wire feed, (weld deposition) rate average was 280 inch/min. The above TIP TIG pipe weld was made by a Westinghouse welder. T
[] You will typically attain 50 - 100% productivity improvements in the root and 200 to 500 % improvements in pipe fill pass deposition rates.
[] Higher TIP TIG wire feed capability enables increased TIG weld current capability. Also in contrast to the regular TIG process, the agitated weld pool and increased TIP TIG weld energy enables superior side wall weld fusion and lower porosity / inclusion content.
[] The TIP TIG Weld Agitation and Hot Wire current is especially beneficial for improving the weld fluiidity with all sluggish alloys such as duplex and stainless.
[] TIP TIG provides much faster manual and automated TIG weld travel rates that enable the capability to always produce any welds with the lowest possible weld heat and the smallest possible HAZ. . With the lowest oxidation potential and the weld agitation, with TIP TIG, you can expect the cleanest possible multi-pass welds with the lowest weld porosity and inclusion content.
[] With TIP TIG, the weld shop should anticipate producing manual or automated welds and parts with outstanding consistent quality beyond that attained with regular TIG, Pulsed MIG and flux cored.
[] Consistently attaining optimum mechanical or corrosion properties or for example ferrite content in duplex welds, becomes a simplle task with the TIP TIG.
Note: Companies such as Exxon, Westinghouse and WSI (Aquilex) lead the way in the USA developing new 5G, TIP TIG pipe procedures with typical, manual wire feed rates 200 - 400 % greater than that attained by regular manual TIG welders.
WELDING P91. ASME SA 182-F91. ASTM A199 Grade T91. TIP TIG AND IMPACT PROPERTIES.
LEFT PICTURE. TIP TIG P91 WELDS MADE BY SIEMEN WELDER.
With applications such as P91 or Duplex pipe welds in which there is a need to attain specific impact properties or ferrite levels, it may be difficult for shop welders to conform to the original manual Stick or TIG weld procedure qualification, and as a group, uniformly and consistently attain the desired weld quality and mechanical properties without weld rework.
In contrast to manual regular TIG, the manual TIP TIG semi-automatic process provides an opportunity for the weld shop to implement "uniform weld best practices / process controls and improve the conformance to weld procedure qualifications".
P91 impact values attained from the manual TIP TIG welds. ISO-V(J) at 20° 100-120 J.
Note: If instead of SMAW you used the traditional TIG process for the fill passes you would likely be applying "excess weld heat" to the heat sensitive joints.
The TIP TIG process was qualified by SIEMENS in Germany for both the P91 root and for the pipe fill passes. For an application like this, depending on the welder, in contrast to regular TIG, the TIP TIG fill pass welds would deposit an average of 200 to 300 % more weld. Note. Using the TIP TIG process Siemens attained the best weld quality and mechanical properties it had ever attained on any P91 applications.
Apart from the superior weld quality from the TIP TIG process, weld shops benefit with a process that gets the job done faster, provides the optimum in weld quality provides the least wear and tear on the the welder with the least weld fumes and of course the parts benefits from the lowest possible weld joules.
PIPE WELD PROCESS SELECTION, MECHANICAL PROPERTIES & WELD JOULES RANGE & RESTRICTIONS.
When welding pipes in the 5G position and "optimum weld parameters" are utilized, both the Flux Cored
weld process and Pulsed MIG process are highly restricted in the weld joules range they can provide. For
example, in contrast to TIP TIG, that 0.045 (1.2mm) Flux Cored wire while welding vertical up may weld at;
Flux Cored. 23 - 25 volts. 140 - 220 A. Typical travel 8 - 15inch/min. Reverse Polarity
= high localized weld heat build up.
TIP TIG. 12 - 13 volts. 150 - 250 A. Typical travel 8 - 15 inch/min. Electrode Negative
= better heat dissipation, less heat.
IT'S EASY TO FIGURE OUT WHICH WELD PROCESS WILL PROVIDE THE LOWEST WELD JOULES.
P91 Steels and other Creep Strength-Enhanced Ferritic Steels: None of the following weld processes, regular TIG - Pulsed MIG - SMAW or Flux Cored can provide the multi-pass weld quality that TIP TIG will deliver from the root to the cap passes.
TIP TIG should always produce the best mechanical properties due to the lowest possible weld heat input. Siemens reports that when welding P91 pipe with the TIP TIG process, it attained the best weld results and the best mechanical properties it's ever achieved.
WHEN PIPE WELDING, IT'S BENEFICIAL TO UNDERSTAND WHAT TIP TIG CAN ACHIEVE IN CONTRAST TO THE REGULAR MANUAL TIG PROCESS:
Manual TIG pipe welds are made by welders who use their unique variable skills and techniques while delivering inconsistent wire feed rates into different areas of the small, rapid solidifying weld pool.
Primary issues with the traditional manual TIG process;
[] The inability for the manual TIG welder to ensure their weld wire is always fed consistently into the rapid freeze weld, small plasma sweet spot in the arc and weld, impacts weld quality, weld uniformity and consistency.
TIP TIG always directs the weld wire to the arc sweet spot providing uniform, consistent weld energy.
[] The inconsistent manual TIG "wire feed" rates utilized, impacts weld quality, heat (joules) and productivity.
TIP TIG provides constant fed weld wire that dictates the weld travel rates and regulates the weld joules.
[] The common TIG low deposition rates influence weld labor costs, the weld energy produced and the weld dynamics. The low deposition also impacts the weld current that can be used, the weld travel rates, weld distortion, weld joules input and weld oxidation.
TIP TIG provides deposition rates that are typically 100 - 400% greater than regular TIG welds and the benefits from the
increased TIP TIG weld speeds are extensive.
[] The numerous TIG arc starts and stop (weld tie-ins) influenced by the manual weld wire changes,
impacts weld quality, weld appearance and add to weld skill requirements.
TIP TIG eliminates this concern.
[] The high TIG skill requirements for feeding the wire, manipulating the torch and sometimes operating
a foot control, impacts training time required and the adherence to pre-qualified weld procedures.
TIP TIG can use one or two hands on the torch and does not need a foot control so this process is
much easier to use.
TIP TIG INCONEL 800 PIPE . WELDED WITH INCONEL 82 WIRE.
Pipe 10" ID PIPE WITH 3/4 (18 mm) Wall.
Weld Cycle Time 30 - 40 minutes. Customer used to takes 4 hrs with TIG.
No brushing. No grinding. No spatter. No foot control. Much less skills than TIG.
No weld rework. Constant weld fusion and improved conformance to weld procedures. Cleanest welds from lowest possible oxidation and from lowest weld heat input ensures lowest possible pores and inclusions. Note weld smoke is from vee prep machining lubricants.
All Position Nickel Alloy Welds:
None of the following weld processes, regular TIG - Pulsed MIG - SMAW or Flux Cored will provide the weld quality that TIP TIG will deliver to all Nickel Alloy applications. TIP TIG will produce the lowest possible weld heat and lowest weld oxidation potential. TIP TIG has little concern for sluggish alloys producing welds with superior weld fusion and the best weld and part mechanical / corrosion properties.
TIP TIG PIPE ROOT WELDS.
TIP TIG IS WELD PROCESS THAT HAS THE GREATEST TOLERANCE FOR PIPE ROOT DIMENSIONS AND ALIGNMENT DEVIATIONS AND OF COURSE THIS PROCESS WILL THEN PRODUCE THE BEST FILL PASS WELD QUALITY. |
|
|
TIP TIG pipe root welds are typically made at minimum 50% faster than regular TIG and the root weld quality is much higher. Only two start / stops for most 5 G root welds. Note the shiny, uniform, unoxidized root appearance except at the weld end when the torch was raised too quickly losing the post flow gas. In contrast to the MIG STT - RMD processes the TIP TIG welds have much greater tolerance for root gap and alignment dimension deviations. The TIP TIG pipe fill passes are typically made 100 - 400 % faster than regular TIG. Click here to see the other half of the root. |
EXAMINE YOUR WELD PROCESS ALTERNATIVES WHEN YOU NEED TO ATTAIN SPECIFIC WELD PART MECHANICALS OR CORROSION PROPERTIES. WHEN IT COMES TO CHOOSING THE PROCESS THAT WILL DELIVER THE BEST WELD QUALITY YOU WILL FIND THAT NO OTHER WELD PROCESS CAN PROVIDE THE CONSISTENT, OPTIMUM WELD QUALITY THAT TIP TIG CAN DELIVER TO ANY ALL POSITION WELD MADE ON ANY ALLOY. |
TIP TIG AND CONTROLLING FERRITE WITH DUPLEX WELDS:
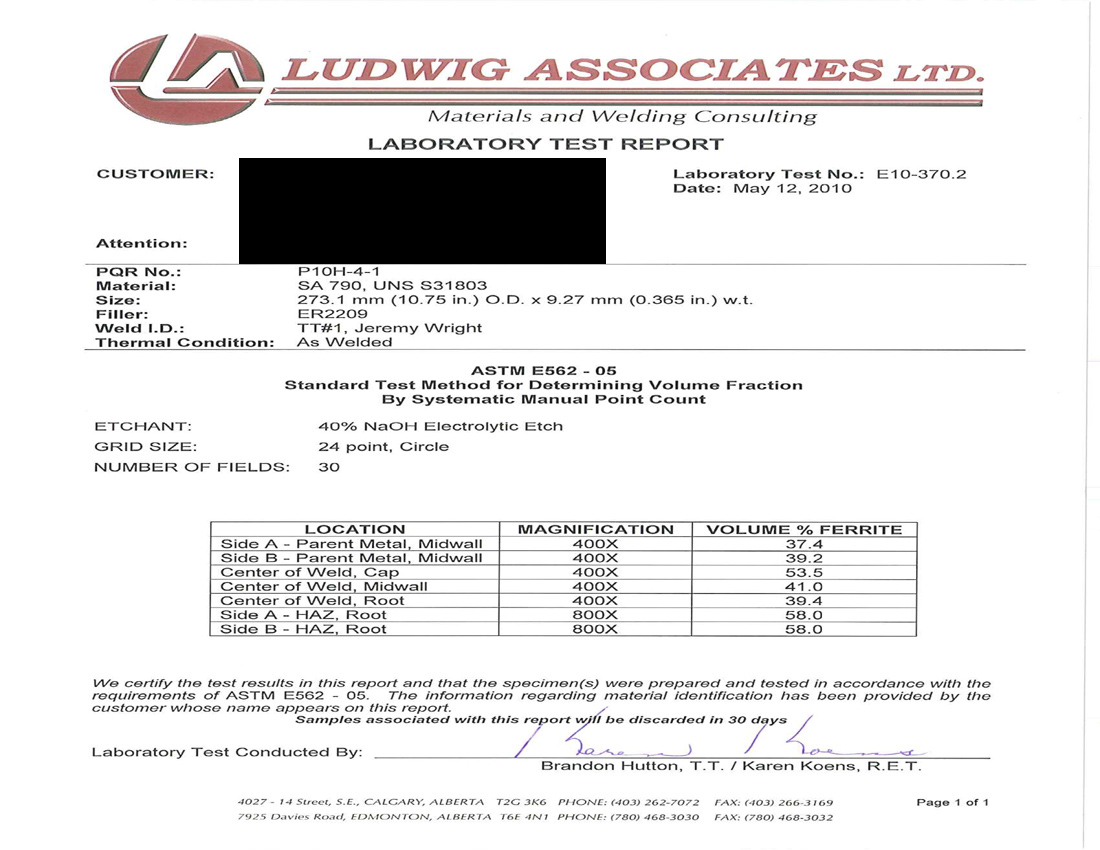
CONTROLLING FERRITE WITH DUPLEX PIPE WELDS IS MADE SIMPLE WITH THE TIP TIG PROCESS.
The volume percentage of ferrite present in duplex stainless steel clad metals will influence both the mechanical and corrosion properties.
Both strength and stress corrosion
cracking resistance may be reduced when the FN is less than 30.
There will be is a loss of ductility and toughness of the clad metal when the FN is above 70 in duplex.
Note, As indicated in the left report,the first time (no play around) ideal ferrite volume percentage consistently attained with the TIP TIG process as indicated in the report shown on the left.
Consistent control of the Ferrite is essential to achieve optimum corrosion resistance and
mechanical properties yet the sad reality of pulsed MIG and flux cored is a change in the gun angles or a change in the wire stick out can impact the ferrite volume.
WHEN TRYING TO ATTAIN CONSISTENT OPTIMUM FERRITE LEVELS WITH DUPLEX WELDS OR CLADD WELDS, IT CAN BE FRUSTRATING WITH PULSED MIG AND GAS SHIELDED FLUX CORED. IN CONTRAST ATTAINING OPTIMUM CONSISTENT FERRITE VOLUME IS SIMPLE WITH TIP TIG. WITH TIP TIG THERE IS NO WELD FUME CONCERNS, NO WELD SPATTER AND TIP TIG CAN DO THE ROOT TO ANY NUMBER OF MULTI-PASS WELDS IN ANY WELD POSITION.
Control of Ferrite in Duplex is essential to achieve optimum corrosion resistance & mechanical properties
Duplex Welds.
The Ferrite Number decreases with the rise in heat input and dilution. Both pulsed MIG and flux cored will typically provide higher weld heat input than a TIP TIG weld.
Note:
In contrast to pulsed MIG and flux cored, with the TIP TIG process, the weld HAZ should be smaller and the lower weld / clad weld heat input will be easier to control.
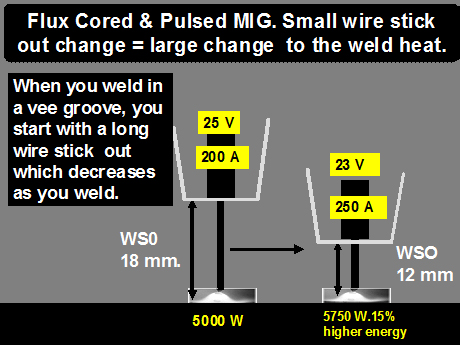 Duplex Welds and Wire Stick out Changes: The Ferrite Number in those duplex pipe welds decreases with a "rise in welding current" and an increase in weld speed.
Duplex Welds and Wire Stick out Changes: The Ferrite Number in those duplex pipe welds decreases with a "rise in welding current" and an increase in weld speed.
With pulsed MIG and flux cored a a slight decrease in wire stick out can increase the weld current in the range of 10 - 20% decreasing the Ferrite level.
A slight change in gun angle can extend the wire stick out which can increase the Ferrite level.
Note: With TIP TIG welds, torch angle changes will not influence Ferrite levels and there is no wire stick out change.
TIP TIG ON ALL ALLOY WELDS SHOULD PRODUCE SUPERIOR MECHANICALS & CORROSION PROPERTIES.
Think about the many alloy pipe weld benefits when considering TIP TIG. With most alloys welded with traditional TIG, the weld shop primary concern is usually from the slow weld speeds and resulting high weld heat delivered to the parts. TIP TIG enables faster weld speeds which create the opportunity to reduce the weld joules to levels never before attained with any other weld process.
Weldind a Duplex Heat Exchange Vessel.

| When pulsed MIG and regular TIG failed at attaining full penetration open root welds on this duplex heat exchanger, the company selected TIP TIG. The TIP TIG process produced the highest, consistent weld quality with the lowest weld heat and the best possible duplex properties. |
TIP TIG 5G PIPE FILL MADE SIMPLE.
| A TIP TIG weld like this, depending on the wall thickness or pipe diameter is typically made at 100 - 400 % faster than regular TIG. Look how easy it is to make a pipe weld that always produces superior weld quality than regular TIG. With TIP TIG - lowest weld fumes - no spatter - minimum weld starts - stops - cleaner less oxidized welds - smallest possible weld HAZ along with agitated welds that enable superior fusion, less pore weld defects and lower weld stresses than regular TIG. |
IF VIDEOS STALL REPLAY TWICE, BETTER SECOND TIME.
With TIP TIG you can consistently control the weld wire delivered to the sweet spot in the TIP TIG arc. |
TIP TIG is a process in which you can "apply the most manual weld process controls" to any weld application. |
|---|---|
TIP TIG PIPE ROOT First time user. |
TIP TIG PIPE FILL First time user. |
Examine the regular TIG weld on the left versus
the manual TIP TIG P91 weld on the right.


The TIP TIG weld on right shows more energy than the TIG weld on the left yet the TIP TIG
weld reveals a much smaller HAZ. The TIP TIG weld was done three times faster.
Examine
the TIP TIG weld continuity, the weld cleanliness and quality.
WITH ANY WELD PROCESS, WHEN CONCERNED WITH MAINTAINING CONSISTENT
WELD QUALITY, TWO HANDS CAN BE BETTER THAN ONE:
With TIP TIG. The TIP TIG welder requires no foot control. The TIP TIG welder can use one hand to steady himself on the pipe, or use two hands to provide further stability to the weld torch. Don't forget the TIP TIG pipe welds also reap other benefits from the controlled wire feed input, the constant wire feed to optimum arc position, no weld starts / stops, higher wire feed rates and lower weld heat input, higher weld current and that unique agitated weld puddle, all combine to produce superior pipe weld quality and productivity.
REGULAR TIG VERSUS TIP TIG WELD DEPOSITION DIFFERENCES.
This table represents the most common all position steels and alloy steel applications.
[1] Pipe Root
wire feed rate.
10 inch/min
(70 inch/min)
wire feed rate increase.
25 - 50%[2] Pipe Fill
Wall < 3/8 (a)
(70 inch/min)
[3] Pipe Fill
Wall > 3/8
(70 inch/min)[4] 1/8 Fillet
(70 inch/min)[5] 3/16 Fillet
Great setting also for all position cladding
(70 inch/min)[6] 1/4 Fillet
(70 inch/min)
Note: Red is conversion from 3/32 2.4 mm wire to 0.035 0.9 mm wire.
5G pipe weld figures are real world. You will have some TIG welders that will
deposit slightly more weld wire and there will be TIP TIG welders that
can provide higher wire feed rates. TIP TIG rates will increase with automation.
Welding Chrome Moly Pipes - Valves and Fittings on high strength - low temp parts and high temperature - good corrosion property parts that require concern for temper embrittlement, charpy V-notch values or attaining a low X - Factor.
Note (the X-Factor is a formular that measures the welds resistance to the loss of toughness that will occur when the weld is held or slowly cooled through the temp range of 850 - 1100F). All position gas shielded flux cored consumables are often used for these Chrome Moly applications.
[] Unlike Flux Cored consumable which may have flux issues such as inconsistent flux composition, or moisture in the flux. With TIP TIG there will never be cause for concern with consumables and hydrogen content.
[] Ref charpy values. In contrast to the flux cored process which always creates concerns for trapped weld slag and excess weld porosity the TIP TIG process enables the cleanest possible welds with less internal defects than any other available manual weld process.
[] While flux cored is not suited for pipe open root welds and this process should provide concerns for the pipe fill pass as extensive parameter changes will occur with a slight change in the wire stick out. In contrast, TIP TIG can provide more weld controls than any other process for any weld position pipe root or fill pass. The bottom line, if the weld consumable is available on a MIG reel it can be used for TIP TIG, so before going down the flux cored path consider the TIP TIG benefits.
[] For those looking at Pulsed MIG on these pipe applications, please note you will not attain the weld quality achieved with TIP TIG and of course this process will weld the root to the cap.
AS THE EDGE WETTING ON THIS TIP TIG, 35 - 45 DEGREE INCLUDED VEE ANGLE
WELD INDICATES, TIP TIG CAN ENABLE A
DRAMATIC REDUCTION IN REGULAR PIPE / PLATE VEE - J GROOVE ANGLES.
TIP TIG. From the pipe root to the fill passes, when you attain the highest
weld quality with good deposition rates you achieve the lowest weld cost.
TIG WELD COSTS AND WELD DEPOSITION RATES, A SUBJECT
RARELY DISCUSSED IN MANY WELD SHOPS:
I recently did a survey of TIG pipe weld personnel at some of the top engineering companies in North America. The companies included Westinghouse, General Electric, Siemans, Parsons and WSI, (Aquilex).
Weld Question. "Using a regular TIG 3/32 (2.4 mm) carbon steel or stainless wire,
what is the average wire feed length used per minute?
The Answer. The average regular TIG manual wire feed rate using 3/32 (2.4mm )wire was 6 - 10 inch/min. When you convert the average 8 inch/min with 3/32 wire to the 0.035 (0.9mm) wire that's commonly used with TIP TIG, that's approx. 56 inch/min of an 0.035 wire = approx 0.75 lb/hr. With an arc on time of 20 minutes per/hr that results in a regular TIG weld deposition rate range of 0.28 lb/hr, with 2 - 6 inch/ min typical weld travel rates.
PIPE WELDS AND REGULAR TIG VERSUS TIP TIG WELD COSTS:
TRADITIONAL TIG PIPE WELDING. TIP TIG PIPE WELDING
BETTER QUALITY 50 - 450-% MORE WELD.
TIP TIG provides a dramatic solution for a weld industry that's facing
increased labor and weld rework costs and a shortage of skilled welders.
For a comparison of these two similar pipe welds, start the regular TIG welder on the left then start the TIP TIG video on the right and compare the TIP TIG process with the regular TIG process. The regular TIG welder is like many highly experienced TIG pipe welders, working hard and depositing little. Which welder looks like he is the most comfortable and applying the most control of the weld? Which welder is depositing 200 - 300 percent more weld wire?
TIP TIG, REGULAR TIG AND PIPE WELD COSTS:PIPE FILL PASS WELDS AND AVERAGE TIG DEPOSITION RATES.
Watch the clock on the videos and examine the weld times shown. You will note in approx 60 seconds the left regular TIG welder actually deposits around 6 to 8 inches of 3/32 wire. For cost purpose, using the regular TIG process we will work with a deposition rate of 8 inch/min of 3/32 (2.4mm) wire = 0.8 lb/hr.
TIP TIG VERSUS REGULAR TIG WELD DEPOSITION RATE & DUTY CYCLES:
ARC ON TIME: For our cost evaluation with regular TIG we use an average hourly arc on time of 20 min/hr. In contrast TIP TIG is a "semi-automatic process" so there should be less use of arc start / stops as there is no need to stop welding to get a new weld wire length. For this fundamental pipe cost analysis, TIP TIG requires minimum arc starts / stops, therefore for TIP TIG we use an arc on time of 30 min/hr.
REGULAR TIG "FILL PASS" PIPE DEPOSITION 0.27 lb/hr. With a 20 minute arc time, the regular TIG welder when providing pipe fill pass TIG welds deposits on average 0.27 lb/hr.
TIP TIG FILL PASS WELD DEPOSITION AND WELD COSTS:
In the video on the above right, the TIP TIG welder is using an 0.035 wire reel. In contrast to the regular TIG weld depositing 0.27 lb/hr, a conservative manual TIP TIG 0.035 weld wire rate for the vertical up fill passes on pipe < 3/8 wall would be 150 inch/min = 2 lb/hr with a 30 minute arc on time thats approx. 1 lb/hr. In contrast to regular TIG depositing 0.27 lb/hr, TIP TIG is providing approx. 300% more weld.
Note on thicker wall or large diameter pipe TIP TIG would deposit 300 - 400% more weld.
TIP TIG CAN REDUCE WELD PREPS. DRAMATIC LABOR & CONSUMABLE COST SAVINGS:
Another cost benefit with the TIP TIG process is the improved weld surface tension and agitated weld pool improves the flow of weld metal and typically enables a reduction in traditional pipe groove vee and J groove weld preps. For example if you are using combined vee preps of 60 degrees consider with TIP TIG using 40 - 50 degrees.
TIP TIG LESS DEFECTS, LESS WELD REWORK, LESS PIPE WELD LABOR COSTS:
The higher TIP TIG weld energy and unique agitated weld pool combined with continuous control of the weld wire to the optimum arc position and less arc start / stops, has to produces less weld defects such as lack of fusion and porosity.
TIP TIG PIPE WELD WIRE & GAS COST REDUCTIONS:
You may be surprised to know that your regular TIG wire costs may be approx. 25% more than the 30 - 40 lb MIG wire reels you will purchase for the TIP TIG. When you can weld faster than regular TIG as you do with TIP TIG, you can readily reduce your weld gas costs. When the regular TIG weld requires an hour arc on time and the TIP TIG weld is done in 15 minutes, depending on your flow rates you will only require 25 to 40 % of the argon you would normally use for regular TIG.
Note: As TIP provides more weld energy and agitates the weld, argon - helium and argon - hydrogen mixes are typically not required and even with sluggish alloys straight argon is the gas of choice.
TIP TIG FIRST TIME OPTIMUM PIPE WELD MECHANICAL AND CORROSION PROPERTIES:
In contrast to the SMAW and the traditional TIG processes, the higher TIP TIG weld speeds not only reduce labor cost they also dramatically reduce the weld heat input providing less weld oxidation and smaller heat affected zones. This is particularly beneficial with heat sensitive applications. Also in contrast to the Reverse Polarity pulsed MIG process, there will be a dramatic weld heat reduction from the Electrode Negative (dissipates the heat in part) TIP TIG welds.
TIP TIG A SOLUTION FOR SLUGGISH PIPE ALLOYS:
With the increased TIP TIG weld current combined with the hot wire weld current and agitated welds, duplex, stainless and nickel alloys are no longer sluggish. The increased TIP TIG parameter range is especially beneficial for duplex as it provides greater control of the austenite / ferrite formation. Heat sensitive P91-92 applications thrive on the the higher TIP TIG weld speeds and the small HAZ. Inconel, Super Duplex, Stellites, Hastelloys, Stainless, Monel, Copper, Brass or Carbon steels, it does not matter what the alloys are, the real world TIP TIG weld benefits will be extensive.





TIP TIG FILL PASSES.
TIP TIG. FILL PASS BEFORE CAP. THIS TIP TIG WELD IS BETTER QUALITY THAN MOST COSTLY AUTOMATED TIG WELDS WITH HIGHER DEPOSITION. TIP TIG WIRE FEED AND TRAVEL SPEED CONSTANT. WIRE FEED CONSTANT. MUCH LESS WELD - STOPS AND COMFORTABLE FOR THE WELDER. |
COMPARE TIP TIG PIPE WELD DEPOSITION RATES WITH REGULAR TIG PIPE WELDS.
TIP TIG versus |
TIP TIG. |
|---|---|
PIPE ROOT QUALITY: TIP TIG Manual Welds. With less arc starts / stops and an agitated weld pool, TIP TIG provides superior root and fill pass welds that are more consistent and uniform. |
|
TIP TIG PROCESS BENEFITS: |
TIP TIG PROCESS BENEFITS: |
All position gas shielded flux cored versus TIP TIG weld data and weld costs. TIP TIG. PUT THAT GRINDER AWAY: As TIP TIG should not require any weld cleaning between weld passes, TIP TIG allows an hourly increased arc on time. With a 30 min/hr arc on time, TIP TIG on many common weld applications can deliver 1 to 2 lb/hr typically with no weld defects, no spatter, the lowest weld heat, the lowest smoke and a uniform all position manual weld quality beyond any other weld process. |

 FLUX CORED and BRING OUT THE GRINDER: Flux cored arc on time is influenced by slag and surface defect removal time. Typical hourly flux cored deposition with arc on time of 20 minutes/hr is
FLUX CORED and BRING OUT THE GRINDER: Flux cored arc on time is influenced by slag and surface defect removal time. Typical hourly flux cored deposition with arc on time of 20 minutes/hr is
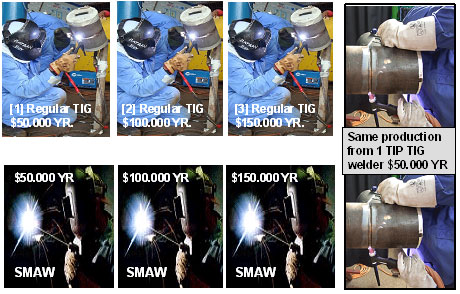
IN AN INDUSTRY IN WHICH IT''S DIFFICULT TO FIND SKILLED WELDERS.
TAKE NOTE THAT ON MOST TIG APPLICATIONS IT TYPICALLY TAKES
2 TO 3 TIG
/ SMAW WELDERS TO DO THE WORK OF ONE TIP TIG WELDER.
| TIP TIG THE WELDERS CHOICE FOR PIPE WELDS. |
REGULAR TIG AND PULSED MIG CANNOT DELIVER THE MANUAL OR AUTO PIPE WELD QUALITY ATTAINABLE FROM TIP TIG. |
|---|---|
|
|
Depending on the pipe diameter and wall thickness, TIP TIG pipe fill passes typically provide 100 - 500 % more weld than a manual TIG welder.
With TIP TIG foot controls not required. TIP TIG enables one or two hands on the weld torch. With TIP TIG you can eliminate the skills required to feed the weld wire. |
The TIP TIG wire is always directed in the optimum arc location. Manual weld travel rates are more constant. Lower weld heat, less fumes. Manual TIP TIG ROOT pipe welds typically made 50% faster than TIG and the welds. These weld should look like automated pipe welds. |
More TIP TIG info E-Mail ed@tiptigusa.com or call 828 337 2695.
For the best way to optimize MIG and flux cored welds visit www.weldreality.com
|
TIP TIG Welding Home || TIP TIG Welding Manual || TIP TIG Welding Automatic || |
Site Established 2001. Ed Craig Weld Reality. E-Mail ecraig@weldreality.com. Phone Eastern Time USA 828 658 3574.
|