|
|
Welcome to the world's largest web site on the Pulsed MIG Weld tips and advice. This web site was first established in 1997 by E Craig.
Contact . ecraig@weldreality.com. As changes too the site are frequent, please refresh.
Pulsed MIG weld issues and weld resolutions.
|
For almost three decades, Pulsed MIG equipment that typically has cost from six to fifthteen thousand dollars,
when used on manual "steel welds" has often caused more weld issues than resolutions.





While at this site, you may also have an interest in the MIG Equipment Section, which for more than two decades has provided extensive data on global Pulsed MIG equipment weld
performance and the numerous weld issues that the MIG equipment generated.
In the 1990 to around 2015 period, in North America, Japan and Europe and ironically in the third world countries where weld labor costs were a few dollars per day, you would find that the majority of the large weld - fabrication companies welding STEELS, were demanding costly, useless pulsed MIG equipment that typically cost $6,000 to $15.000 per-unit. (regular CV MIG power sources were typically $2000 to $4000 per-unit). The weld reality at that time, and as it's been for approx. 30 years, was when MIG welding most steel weld applications, (not aluminum.) was that most of the costly pulsed MIG weld equipment purchased offered nothing more than a metal container, full of cmplex circuit boards that offered little more than electronic bells and whistles that provided no real practical weld quality or productivity benefits. .
WELD REALITY FACT: For at least three decades in manual or robot weld cells, in contrast to the much lower cost, more durable CV MIG units available, Pulsed MIG units were usually causing more weld issues than providing weld benefits. The fact that this equipment was purchased without logical justification is a sad statement and a reflection of the lack of management / supervision weld process control expertise. This is an expertise that has been lacking in most global weld shop front offices for decades.
WELD REALITY FACT: It's 2018, and in the last three decades, the extensive growth of the costly pulsed MIG equipment for steel welds had more to do with an industry that too often relies on weld salesmen for process advice, than it had to do with the weld shop attaining real world MIG weld quality or weld productivity benefits.
Even Weld Technology Changes with Time:
In 2018, from my perspective there is at least one "cost effective" Pulsed MIG power source available
that actually can provide real world weld benefits for a few steels & many alum. weld applications.

The best pulsed equipment that I worked on almost 15 years ago, (used for my water wall cladding patent) and I
believe still
the best most cost effective pulsed MIG equipment available in 2018, is mfg. by OTC Daihen.
|
.
|
.
A QUESTION THAT COULD BE ASKED IN ANY GLOBAL WELD SHOP:
DO THOSE THAT MAKE WELD DECISIONS KNOW WITH THEIR ALUMINUM OR STEEL PULSED MIG WELDS, HOW WITHOUT PLAYING AROUND WITH THE WELD CONTROLS TO INSTANTLY PROVIDE THE PULSED OR CV MIG EQUIP. SETTINGS THAT WILL ENABLE OPTIMIZED WELD QUALITY - PRODUCTIVITY ON ANY APPLICATION. AND JUST AS IMPORTANT, ARE THE WELD PERSONNEL AWARE WHEN TO SWITCH THE PULSED MODE OFF AND USE ALTERNATIVE MIG WELD TRANSFER MODES AND THEIR REQUIRED OPTIMUM WELD SETTINGS?
My Weld Process Controls - Best Weld Practices, Self Teaching / Training Resources.
MIG WELDING PROCESS CONTROL QUESTION:
Would the weld personnel in the weld shops you have worked at be aware that when MIG welding the common 5XXX series aluminum, know when to switch the pulsed mode off, and why they may need to do it?
|

|
.
MIG WELDING PROCESS CONTROL QUESTION.
Do the front office weld decision makers or welders in the shop know when using the Pulsed MIG process, what steps are necessary to improve pulsed weld fusion on those > 3/16 steel welds?
PULSED MIG WELD QUALITY CONCERNS FOR PARTS > 3/16, (> 5 mm):
2018: As its been for decades, in contrast to the regular open arc Spray transfer weld mode available from the CV. MIG equipment, the Pulsed MIG process will on many welded parts > 5 mm, produce pulsed welds with inferior weld fusion and sometimes more weld porosity.
The reason for the Pulsed MIG weld fusion and porosity concerns on the thicker steels is a simple one. The open arc Pulsed MIG welds spend 50% of their arc on time in a low Back Ground (BG) current that could be around 100 amps. The low BG current takes energy from the arc plasma. In contrast, the arc energy is higher and the plasma energy more consistent with the conventional Spray weld. For those that want proof of the pulsed weld quality concerns, it takes five minutes and the following steps.
Spray transfer, more constant arc energy than Pulsed.
LOGICAL FIRST STEP FOR NEW PART. CHECK THE WELD FUSION ON SCRAP WITH THE MIG WELD TRANSFER MODE SELECTED:
- First step is to make sure the weld personnel testing the weld transfer modes are trained to set optimum MIG Spray setting. You know where to purchase that process self teaching / training resource.
- On clean, (no mill scale), 3/8 to 1/2, (10 - 12 mm) carbon steel test plates, have the welders produce a horizontal, single pass, 1/4, (6 mm), spray fillet weld approx. 6 inch long. Use an 0.045 (1.2mm) E70S-X wire set at the optimum Spray wire feed. 420 ipm. Approx. 28 - 30 volts.
- Then on a new COLD test sample, make the same fillet weld with the pulsed mode. Important use the same wire feed setting. The pulsed welds typically requires 24 - 27 volts.
- Section both the Spray and Pulsed welds in the middle of the fillets.
- Examine the side wall - root weld fusion depth, and also porosity content in both the weld cross sections.
- If you have fine tuned the voltage on both welds, there should be no spatter with both weld samples.
- You should find superior weld fusion and superior weld surface with the CV Spray weld.
2018:REAL WORLD PULSED MIG WELD BENEFITS ATTAINED FROM SOME PULSED EQUIPMENT.:
PULSED MIG AND WELD APPLICATION POTENTIAL:
In contrast to open arc MIG Spray, and the Short Circuit mode with it's arc on - arc off, the most important characteristic of a Pulsed MIG weld, is it's potential for lower open arc MIG weld energy than possible with any spray weld. This unique pulsed arc attribute can provide extensive weld quality - productivity benefits especially on thin steel <3/16 welds. Also of course, pulsed is especially beneficial on most, (not all) aluminum, welds especially alum. parts up to 1/4 (6mm).
Note" With the 5XXX alum. series MIG welds, you may get a better oxide cleaning action and superior weld fusion from switchong CV.Spray. The OTC pulsed unit that I tested also enabled from open root to cap "all position welds" on most metals.PULSED MIG POWER SOURCE OPTIONS & WELD AUTOMATION BENEFITS:
Pulsed MIG Inverter equipment features typically should also offer more ways to control the pulsed MIG welds. For example the pulsed mode may enable control of the weld starts & the weld ends, two weld locations where many MIG weld defects will occur. Also note, Pulsed MIG weld fusion potential is further enhanced with the use of automated welds. For example, all position, automated pipe welds, in which the MIG wire stickout, the weld travel speeds, and the weld weaves controls further enhance the pulsed MIG weld fusion capability.
PULSED AND STABLE LOW AMP CAPABILITY: The pulsed equipment may also offer in contrast to low amp, low volt short circuit, a modified improved low amp / low volt short circuit mode. Also very low amp, low volts DC pulsed parameters may be offered. Both low energy weld modes may be suited to very thin parts, or for all position, open root steel pipe welds. As these weld modes become common the traditional low energy MIG modes such as the Miller RMD and Lincoln STT are no longer unique and are not necessary for any gauge welds or open root, all position pipe welds.
TWO COMMON WORDS USED IN GLOBAL WELD SHOPS ARE?
WELDING PROCESS CONTROL QUESTION:
Do your weld personnel have the ability to walk up to any pulsed unit and instantly set pulsed parameters for an all position, open root steel pipe weld and then set for that 16 gauge (1/16) lap weld? If you don't believe your weld personnel should be "playing around" with weld controls and you would like MIG weld process control expertise, there is only one resource that provides it.
My MIG - TIG - FCAW process controls - best weld practice - self teaching and training resource is here.
For more than 30 years it was my job to evaluate MIG equipment and consumables for some
of the worlds largest MIG equipment manufactures and sellers, Airgas, AGA, Praxair, Liquid Carbonic.
.
Can you identify which of these MIG power
sources provided no real world weld benefits?
OVER THREE DECADES, MANY WELD SHOP MANAGERS, SUPERVISORS AND ENGINEERS PURCHASED THE MORE COSTLY, MORE COMPLEX PULSED MIG EQUIPMENT WITH GREAT ANTICIPATION FOR IMPROVEMENTS IN THEIR MIG WELD QUALITY. SIMPLY BECAUSE THEIR "PLAY AROUND" WITH THE WELD CONTROLS WELDERS WERE NOT AWARE OF HOW TO GET OPTIMUM MIG RESULTS FROM THE EASIER TO USE, TWO CONTROL, LOWER COST, MORE DURABLE CV. MIG EQUIPMENT.
The answer to above question on MIG power sources, was ALL.
MIG WELDING PROCESS CONTROL QUESTION. Before a weld shop considers purchasing MIG weld equipment with more weld controls and options than the traditional CV MIG weld equipment they already own, do you think the weld shop front office or the welders should have the ability to walk up to that standard CV MIG unit with it's two controls and with the common 0.035 (1mm) steel E70S-6 MIG wire, and an argon 10 to 20% CO2 gas mix, set the SPRAY TRANSFER start point VOLTAGE and WIRE FEED RATE?
As weld process expertise is something poorly understood and rarely discussed in weld shops, optimum MIG Spray & Short Circuit welds from low cost MIG equipment were rarely attained by weld personnel that lacked MIG process control - best practice expertise.
NORMAL WELD SHOP RESPONSE TO THE WELD PROCESS EXPERTISE QUESTION: "WELL I DONT KNOW ABOUT WELD PROCESS CONTROL EXPERTISE BUT SOME OF OUR WELDERS HAVE BEEN MIG WELDING FOR 20 PLUS YEARS".
Note for managers: Weld skills and time served as a welder, has nothing to do with Weld Process Control expertise.
It's a pity that the majority of AWS weld inspection person ell that have the ability to recognize
and report on weld defects, but thanks to the general lack of management weld process ownership and apathy, these individuals have not been provided the more cost effective training on the weld process controls & best weld practice expertise that would enable them to assist them in preventing those weld defects.
That pulsed weld fusion we are getting now is nothing like the weld fusion
attained two years ago with that pulsed weld qualification we did. I wonder why?.
WELD PROCEDURE CONFORMITY & CONTINUITY FROM ONE PULSED POWER SOURCE TO THE NEXT.. A note to QA management and inspection personnel. As the weld parameters and weld energy can dramatically change with different Pulsed MIG power sources and with Pulsed equipment that has simply undergone circuit board changes from one years model to the next,:
Note: Your original Pulsed MIG weld procedure qualification data may mean little when using updated or different pulsed MIG equipment.THERE HAS BEEN MILLIONS OF CV MIG WELD PROCEDURES PRODUCED BY THE WELD INDUSTRY OVER THE LAST FEW DECADES. THE CV PROCEDURES ARE USUALLY TUCKED AWAY IN A CABINET IN THE QA MANAGERS OFFICE. THOSE MIG PROCEDURES TYPICALLY REQUIRED A SPRAY OR SHORT CIRCUIT WELD, TWO WELD TRANSFER MODES THAT WOULD HAVE HAD MINIMAL WELD ENERGY CHANGES WITH A CHANGE IN THE CV WELD EQUIPMENT SOLD BETWEEN 1968 AND 2018.

There should always be weld liability concerns
from management weld process ignorance.
THERE WILL ALSO BE WELD LIABILTY CONCERNS GENERATED WITH THE WELD
DIFFERENCES THAT RESULTS FROM DIFFERENT PULSED MIG EQUIP.
MORE ON PULSED WELD LIABILITY CONCERNS. I predict that not worrying about weld fusion changes from the ever changing pulsed MIG equipment, and not re-qualifying the pulsed welds when new or different pulsed MIG equipment is utilized, will be just another one of those weld shop concerns that management with their heads in the sand will not be aware about, and of course one day, there will be dramatic costly weld failure, weld recall and weld liability consequences.
MIG WELDING PROCESS CONTROL QUESTION. Why with any MIG or gas shielded flux cored weld procedure is it important that the one constant in the procedure is always the wire feed speed?
2018: Some of the available, present day pulsed MIG equipment should have a good DC / Hz pulsed mode that when used with weld process expertise provides a sound process for most all position pipe GROOVE fill pass welds.Note: Please be aware that no manual or automated arc weld process can provide the pipe weld quality that is attained with the TiP TiG process.
.
This is the world's most cost effective pulsed MIG equipment
for manual or automated welds and costs approx. $7000.
Weld shop employees simply cannot fully enable the optimum weld application range or the maximum weld quality - productivity potential from any pulsed MIG unit without MIG weld process control & best weld practice expertise.
This expertise costs approx. $300. My Pulsed MIG process control self teaching - training programs, reduces and simplifies pulsed MIG weld setting for any pulsed and none pulsed weld applications.
Of course the welders should be aware that the new
electronic MIG equipment requires some bloody care and respect.
In robot cells, Pulsed MIG weld equipment repairs can be a major concern.
PULSED MIG EQUIPMENT DURABILITY - RELIABILITY CONCERNS.
That new, costly pulsed MIG weld equipment depending on the pulsed equip. mfg. may just about get through it's short warranty period without circuit board or electronic issues that may impact a companies weld quality - productivity and profits. When the pulsed MIG unit does require repairs, a company should expect to pay thousands of dollars, and pray it won't take more than a month or two to repair. If you are purchasing a few robots and the power source is pulsed ensure you have a spare. If you are purchasing Pulsed equip. for manual welds, the equipment longevity will increase if the equip. is cleaned (air blow out) frequently and when not in use the equipment is covered.
Please also be aware that a company will add to the pulsed equipment longevity and durability concerns when the pulsed equipment purchased was made in a third world country.
Note: You are wasting money purchasing pulsed MIG equipment for steel weld repairs, a low cost 250 amp CV MIG power source using an 0.035 wire with a short circuit or spray setting is all you need.
.
Yes in 2018, some (not all) pulsed MIG units now finally offer some real world weld quality - productivity benefits for "steels", however this equipment can also offer more unnecessary bells and whistles that simply add to the weld shop process confusion.

Pulsed MIG units and three part MIG gas mixes for steel welds,
two products that drove up
the equip. and consumable
sales prices
and profits, and for
many
decades, the best way to sell them was with weld sales BS.
As below, why has Pulsed MIG equip, be more successful on automated
pipe welds than it has on manual MIG pipe welds?.
Automation when used correctly should enhance any arc weld process.
MIG WELD PROCESS CONTROL QUESTION:
We are a pipe shop and we read in weld magazines about the sucess of pulsed MIG equipment on automated PIPE weld applications, but we have little success on our all position, steel pipe, "manual" pulsed MIG welds. why the difference?Answer: It's important to remember, with mechanized automated pulsed MIG pipe welds, that the equipment may be providing additional weld control features such as volt or current energy spikes. These spikes can be applied to the weld weave dwell times that coincide with the pipe side wall fusion locations. The increased energy spikes & weave dwell times can improve the pipe side wall weld fusion. The controlled pulsed MIG pipe weld / weave speeds, the controlled wire stick out length also has a lot to do with success of the mechanized pulsed MIG process on pipe line welds.

|
.
Gas Shielded Flux Cored, a good process to attain the
desired weld fusion with all position welds.
However gas shielded flux cored is also a good process that generates
weld slag inclusions, worm tracks, weld porosity and weld fume issues.
WHAT ABOUT FLUX CORED WIRES USED ON THAT PULSED MIG EQUIPMENT? Weld shops should give some consideration to the reality that all gas shielded flux core wires were developed and weld tested with traditional 350 - 450 amp. CV MIG equipment that had a s moderate slope output. The weld energy that was delivered by the CV equipment for a specific recommended flux cored wire feed setting was important, especially when dealing with the fast freeze, all position wires or the basic slag. (thicker slag) wires used for flat position welds. If you use Pulsed MIG equipment for the flux cored wires, and switch the pulsed equipment to it's CV MIG mode, its interesting to note that the slope output on the pulsed MIG equipment is typically steeper than regular CV equipment, the end result is the pulsed unit will typically deliver less weld current and be less responsive to arc length changes. So beware, those faster freeze pulsed MIG equipment flux cored welds may generate increased weld fusion, porosity and trapped slag concerns.
FOR DECADES DIFFERENT MIG EQUIPMENT MFGS HAVE PROVIDED 300 - 450 AMP CV, MIG POWER SOURCES THAT TYPICALLY HAD SIMILAR SLOPES, AND THEREFORE FOR DECADES, CV MIG EQUIPMENT PROVIDED REASONABLY CONSISTENT WELD RESULTS.
TODAY THE MILLER DELTA MIG WELD EQUIP, AND IN THE OLD DAYS, THE LINDE SVI EQUIPMENT, HAVE BEEN THE BEST PERFORMING EQUIPMENT WITH LOW COST, CV EQUIPMENT, LIFE FOR THE WELD SHOP COULD BE SIMPLE, THAT IS IF MANAGEMENT WERE AWARE THAT THEY SHOULD PROVIDE THEIR WELD PERSONNEL WITH MIG PROCESS CONTROL - BEST WELD PRACTICE TRAINING. WITH THE TWO SIMPLE CONTROLS, THE DURABLE, LOW COST, CV EQUIPMENT COULD PROVIDE SHORT CIRCUIT, GLOBULAR OR SPRAY TRANSFER THAT WOULD PROVIDE LOW,- MEDIUM AND - HIGH ENERGY MIG WELDS SUITED TO 99% OF THE GLOBAL WELD APPICATIONS.
What is the best manual arc weld process for most pipe line welds?
For decades SMAW & Flux Cored were the
most common processes for large pipe welds.
THERE ARE REASONS WHY PULSED MIG CAN CREATE WELD FUSION CONCERNS ON MANUAL STEEL PIPE WELDS, BUT THE PROCESS CAN BE MORE SUCESSFULL ON AUTOMATED, PULSED MIG PIPE WELDS:
Large pipe line weld projects especially in the oil industry will often use a mechanized, multi-torch, pulsed MIG or flux cored weld system. The controls on the automated equipment will typically have additional, sophisticated, electronic controls that can enhance the performance from the standard pulsed MIG power source.
For mechanized pipe OPEN root welds, either the MIG CMT - STT - RMD modes will typically be selected, these are weld transfer modes that are now redundant, that is if you buy the right pulsed equip. For the pipe groove fill pass welds, the more conventional DC pulse mode will be selected, with or without Hz control. In addition to the pulsed power source you may also find the pulsed equipment has controls that enable unique pipe weld attributes. For example the equipment may with a weave weld have the capability to provide a current or volt spike during the weld edge dwell time in the weld weave cycles.
Vee and J groove pipe welds have simple weld requirements. Moderate MIG weld energy is required across the hot groove weld surface, and higher weld energy with the weld edge well times is beneficial when applied to any Vee or J groove side walls. The thicker the pipe, the higher the side wall energy will be required. The controlled pulsed MIG weaves, controlled WSO, controlled travel rates, and the weave dwell energy spikes can overcome the common, manual pulsed MIG lack of side wall fusion.
2103: LETS GET BACK TO WELD SHOP WELD REALITY.
In 2018 we now have in North America, a very few pulsed MIG power sources that actually work in a consistent manner and provide real world measurable weld benefits on steels, (of course aluminum is not included, its also important to note that even fewer pulsed units will get through their 36 month (or less) limited warranty period without costly circuit board issues. The question that needs to be asked when selecting pulsed for manual steel and alloy steel applications was the purchase of this sensitive process justified in contrast to what can be attained from the lower cost CV MIG equipment.
There has always been obvious weld benefits attained from pulsed MIG on aluminum welds that require lower weld energy than steel welds. For example, gage aluminum welds can benefit from less weld energy than delivered by low spray settings, and specific MIG stainless welds will benefit from an open arc mode that enables lower weld heat than spray, a benefit that will reduce distortion potential. Remember the key benefit of a MIG weld mode is the ability to provide consistent weld fusion, and on most weld applications, spray transfer will provide superior weld fusion than pulsed. Always remember that Pulsed MIG is a process which spends 50% of its time at a back ground weld current of usually less than 100 amps a factor that does not help weld fusion on sluggish alloy welds. The pulsed process is also beneficial when welding alloys that have poor weld transfer characteristics when welded with the conventional short circuit or spray transfer mode.
2010: In the last two decades, as many pipe welds shops found out, when pulsed MIG is used for "manual" pipe welds that require "100% X-Rays", lack of weld fusion may become a common weld defect especially on wall thickness > 12mm. In contrast to SMAW used for pipe welds, each hour pulsed MIG will typically provides at least 7 - 10 times more weld and therefore pulsed MIG on pipe is considered a high deposition process that creates much faster weld speeds than traditional TIG and SMAW. Those high weld speeds play a key role in creating the lack of Pulsed MIG weld fusion issues.
Any experienced weld person would be aware that
the outside appearance of most MIG and
Flux Cored welds is not that relevant.
.
MANY TALK THE PULSED MIG TALK, WITHOUT DOING THE PULSED MIG WALK.
If a company provides what they believe is an optimum, single pass, pulsed MIG, 7 - 9 mm fillet weld on 3/8 (9.6mm) steel plates, and then provides a macro section at the center of the fillet weld, they should not be surprised to find either marginal or lack of side wall weld fusion. After the numerous macro weld evaluations that I have performed, there is only one conclusion. With the pulsed MIG process, you have a weld process that when welding parts > 6 mm, the welds will have a poor ratio of weld energy to the weld deposition, to the weld mass, and to the weld speeds utilized. Also with manual pulsed MIG welds, that weld energy is further negatively influenced or the weld transfer disrupted by mill scale, by the manual wire stick out variations, and by the many different weld techniques that each manual welder brings to the pulsed weld..
.


|
.
.
|
For ABB I did welds like this with pulsed MIG and a 7 axis robot, and
passed all the ASME Sect 1X. X-Ray requirements, and that was in the 1990s.

|
IN CONTRAST, THE COMPLEXITY OF SHORT WELD CYCLE TIMES THAT ARE INVOLVED WITH SMALL DIAMETER PIPE AND TUBE WELDS, CREATING OPTIMUM, CODE QUALITY, MIG - FLUX CORED WELDS ON PIPE DIAMETERS OVER 15 cm SHOULD ALWAYS BE AN EASY TASK
I remember in the 1990's, when the inexperienced management team at USA. ASEA Brown Boveri, one of the world's largest engineering companies decided to purchase a seven axis robot to pulsed MIG weld the boiler tubes to header applications that this company produced. The above picture is not the parts welded but similar application. The boiler header pipes were approx. 8 - 10 diameter, typically 20 to 40 feet long, while the tubes were 2 - 3 inch diameter with much thinner wall than the header. The robot traversed on a track placed on the other side of the header. These complex, ASME code welds were typically carried out by the highest skilled manual TIG welders. I won't go into the poor management decision to have selected a robot and the pulsed MIG process for these welds, however I would like to tell you about the pulsed MIG welds I produced on this robot application.
For each boiler tube to head weld, two robot pulsed MIG weld layers were required to fill the grooves and produce the fillet around the header. The pulsed MIG welds had to pass 100 X-Ray as per the ASME requirements. As the robot could not go 360 degrees around the tubes each of the two weld layers was made with four passes so four weld start - stops was required for one layer, with a total of 8 start - stops for the completed 2 weld layers, by the way no grinding or human involvement was allowed for the weld layers..
Normally a highly skilled manual TIG applications. It was a MIG welding challenge with the poor performing 1990s pulsed MIG equipment and a robot. |
AT THE TIME I WAS ASKED BY THE ASEA BROWN BOVERI MANAGEMENT, TO RESOLVE THEIR NEW ROBOT TUBE TO HEADER PULSED MIG WELD ISSUES, THE PULSED TECHNOLOGY HAD BEEN AROUND FOR LESS THAN A DECADE. AT THIS TIME, THE ELECTRONICS IN ALL PULSED MIG EQUIP WERE SIMPLY NOT UP TO THE TASK OF PROVIDING STABLE WELD TRANSFER.
Can you remember the poor performance of computers in the early 1990s? well I want you to try and imagine how bad the global electronic pulsed MIG equipment was at that time, and by the way not much improved in 2014.
The bottom line with the ABB application was that I had a sophisticated robot attached to a poor performing, inconsistent - erratic pulsed power source, and yet I had to provide consistent quality to the demanding ASME boiler code. The difficult access, vertical up, tube to header welds were also made on two very different part thicknesses. With the small diameter tube welds I had To get consistent fusion on the thicker header pipe, along with 8 weld starts and 8 weld stops that required perfect weld tie-ins on the tube welds.
REMEMBER WITH AUTOMATED, SMALL DIAMETER PIPE - TUBE MIG WELDED APPLICATIONS, THE SHORT WELD LENGTHS HAVE WELD ARC ON TIMES THAT MAY BE MEASURED IN A FEW SECONDS. THESE WELD RELY ON WELD EQUIPMENT AND CONTROLS THAT CAN DELIVER WELD START DATA - WELD DATA - AND WELD END DATA OFTEN WITHIN A FEW SECONDS. THE REALITY IN 2014 FEW AUTOMATED WELD UNITS ARE GOOD AT PROVIDING THIS FUNCTION, SO IMAGINE WHAT I HAD TO WORK WITH IN THE 1990s.
.
|
All the boiler tube to header welds were evaluated with X-Rays, and all that was needed was one poor weld tie or an indication of lack of fusion and the weld was as a failure requiring extensive time for weld repairs by the manual TIG welders. The ABB technician was trained on the robot and pulsed MIG equipment but failed to meet the weld challenge of producing one acceptable weld. The robot company and the pulsed MIG equipment mfg also could not make the welds meet the code requirements. Rather than seeking my advice before they purchased the robot, the inexperienced managers and engineers discussed the application with the companies who sold the robots and pulsed MIG equipment, I was then called in when they failed to meet the ASME weld requirements.
It was a difficult task, however I had a good robot and I could use my MIG weld process control - best practice expertise to make these welds work. Within a week, I produced in an eight hour shift, robot weld quality that required no weld rework and the weld quality was equal to that attained by the manual, highly skilled TIG welders. How did i solve the common pulsed MIG weld fusion - weld tie in issues?. For the side wall weld fusion I used robot weave dwell times and kept the pulsed MIG weld mass as thin as possible. For the weld start - stop tie-ins, with the robot weld end - start data, I used low wire feed than the weld with higher weld voltage which with carefully selected dwell time provided good tie ins, (creating a dwell time energy spike) which is similar to what is today, 18 years later is being used on pipe line welds with much more sophisticated, pulsed MIG equipment and controls. I trained a technician at ABB to make those robot welds. I also informed the management that only having one person trained for this complex application was not a good idea. Within a year the technician quit, and the robot became a place for dust to settle. Eventually the ABB management gave up and that costly robot was put out to pasture. In 2014, these boiler tube to header welds would still be a high risk robot application especially when you can now do these welds with the easy to use manual or automated TiP TiG process.
| 1990s.. Ed (left - right) comparing MIG short circuit versus the STT and RMD MIG weld modes on Imperial Oil, natural gas pipe welds. |
.


|
.
.
WELD CODES OFTEN PROVIDE MORE MIG - FLUX CORED
WELD MYTHS THAN WELD REALITY.
When it comes to MIG and flux cored welds, rather than providing practical weld process resolutions, most codes that are relevant to pipe welds will typically provide inadequate MIG and Flux cored process information, and much of the information presented over the last three decades has simply added to the global weld process myths and confusion.
Welding decision makers often look codes such as AWS - API and - ASME to provide practical, pipe weld advice and recommendations. Those individuals (especially QA personnel) that that put their faith in the codes that are governing the specific weld applications they are working on, need to be aware of a little weld reality. The weld information in most codes has frequently been written or influenced by code committee individuals who had more sales expertise than MIG - Flux Cored weld process control & best practices / application expertise.
50 YEARS AFTER THE INTRODUCTION OF THE "MIG PROCESS", AND 35 YEARS AFTER THE INTRODUCTION OF FLUX CORED ELECTRODES, THE PRIMARY WELD CODES WHEN ADVISING ON THESE PROCESSES STILL CREATE CONFUSION AND TOO MANY QUESTIONS.
API. 5.2.3 Pulsed Gas Metal Arc Welding (GMAW-P. This code states that the pulsed process may be used for any material thickness and whenever the welding system is changed or the settings on existing equipment are "significantly altered," then the fabricator should verify the weld properties. The extent of verification or testing should be as agreed between the purchaser and fabricator.
Ed response. In a world in which black and white logic should apply to engineering standards especially with critical pipe welds, what the hell does "significantly altered" mean?. In contrast to the traditional, two control, MIG or flux cored weld process, there are many weld essential variables that can be readily changed when utilizing the pulsed MIG mode. While the API code warns against a "SIGNIFICANT CHANGE" in a pulsed settings", the real world weld decision maker needs to be aware that an insignificant, small parameter change with the highly sensitive, manual pulsed MIG mode, can have a significant influence on the weld fusion attained.
Short circuit, a great process for carbon steel rotated pipe roots.
However not used for decades due to process ignorance
weld shop myths, & misleading code information.
While the code bodies in 2013 have very little negative to say about pulsed MIG process, for those of you with grey hair, you may remember that these same codes typically either did not allow regular MIG for pipe welds, or the code weld specifications made incorrect recommendations or negative comments on the use of the MIG process. For example, for five decades, the MIG short circuit process was treated like a leper, yet the weld reality was and still is in 2014, the Short Circuit mode is one of the best available weld transfer modes for rotated, open root, carbon steel pipe welds. Most of the pipe shops which were embedded with the SMAW and TIG process would typically not consider using the MIG spray transfer mode for rotated pipe welds, yet the reality has been that MIG spray transfer when used correctly on rotated pipe groove welds, should provide superior weld fusion and less porosity than pulsed MIG or SMAW .
THE WELD QUALITY CONSEQUENCES OF PULSED MIG WELD ENERGY TO WELD MASS AND WELD SPEED:
What most weld decision makers and QA personnel are not aware, is that there is on most all position, pulsed MIG pipe weld applications thicker than 6mm, a poor ratio between the moderate pulsed MIG weld energy attained, (influenced by the low back ground current) and the high weld deposition rates that can typically result with any pulsed MIG pipe welds. The healthy pulsed MIG weld deposition rates push the weld speeds, and faster weld speeds often don't allow the time required for the desired weld fusion. Also the larger the weld mass the more of the weld energy is required for the weld and therefore less weld energy can be applied to the weld fusion.
For those of you moving aggressively forward with the manual pulsed MIG process for your all position manual pipe welds, do not be surprised even when using the highest welder skills, that the NDT will pick up extensive lack of weld fusion in the first and second passes over the roots, especially when using sluggish stainless, or alloys wires..
It's a good job every weld produced, does not require an X-Ray.

.
YOUR LOCAL SALES REP WON'T TELL YOU THIS BECAUSE TYPICALLY THEY ARE NOT AWARE OF IT. ON APPLICATIONS > 6 mm, OPTIMUM PULSED, MANUAL MIG WELD FUSION IS OFTEN MARGINAL OR INDICATES LACK OF FUSION. PULSED MIG IS ALSO IS A PROCESS THAT IS HIGHLY SENSITIVE TO THE EQUIPMENT AND HUMAN VARIABLES THAT INFLUENCE MANUAL PULSED MIG WELDS.
2005: WELD CODE STIPULATIONS NEED TO TAKE INTO CONSIDERATION THE WELD QUALITY DIFFERENCES ATTAINED BETWEEN MANUAL AND AUTOMATED PULSED MIG WELDS:
With the global weld process control apathy that prevails, I do not expect to find weld codes that discuss the mechanized versus manual pulsed weld differences and the weld quality consequences of those differences. When a code body puts it's stamp of approval on a weld process such as Pulsed MIG, the code is sending the message that this is process that's also acceptable for both manual and mechanized pipe welds.
With automated pulsed MIG pipe line welds in which the use of multi-MIG guns is typical, electronic MIG power source features such as volt or current energy spikes can be applied to the weld weave dwell times. These controlled, increased weld energy spikes will improve the 5G pipe side wall weld fusion. Also the controlled pulsed MIG weld speed, the controlled, mechanized weld weaves and the constant wire stick out. are the automated features that will have a lot to do with success of the mechanized pulsed MIG process when used for pipe line welds. Take away these important controls and as it's been for three plus decades the manual pulsed MIG process has proven that the attainment of 100% X-Ray all position pipe weld quality is a challenge. By the way this is a challenge that weld shops in 2013 do not have to face when they can use the far superior TiP TiG manual or automated weld process.
API. 5.2.2 Short Circuiting Gas Metal Arc Welding (GMAW-S). The use of GMAW-S shall be limited to the following conditions:
[] For vertical welds, the root pass and second pass progression for a material of any thickness may be either uphill or downhill.
Ed's response. There is no logic in using MIG short circuit, with the vertical up position on any weld application. Just as there is no logic in this cold process being used for the second pass which from a weld fusion potential is the most sensitive part of any pipe weld..
[] The fill and cap pass for butt or fillet welds may be welded with the short circuit process, provided the thickness of any member does not exceed 3/8 in. (9.5 mm) and vertical welding is performed with uphill progression.
Ed's response. Watch out for lack of weld fusion with the short circuit process welding vert up on any steel parts > 1/8 (> 3 mm).
.
Note: Thanks to the many changes that occurred over the two decades of pulsed MIG equipment evolution, at this 15 year old site, you may note that time frames will often precede my comments.
< 2006. Numerous global weld shops purchased pulsed MIG equipment before 2006. When promoting pulsed equipment for welding steels, the marketing and sales personnel who manufactured and sold the costly pulsed equipment may have told the weld shops, that with the pulsed MIG equipment purchase the weld shop will not have to worry about:
[a] poor arc starts,
[b] weld spatter,
[c] smoke,
[d] weld inconsistency.
[e] the weld quality.It's one thing for sales or equipment reps to promote real world weld benefits about a weld process or consumable, it's another thing to promote greatly stretch the truth to an already confused weld industry.
"ARC STARTS". Take any well made, traditional CV power source manufactured since the nineteen sixties. With this power source you should have the ability while manually welding to produce "100 arc starts" without one arc start issue. Those golden oldie power sources will provide consistent arc starts as long as correct weld data is applied.
MIG arc start issues in many "robot cells" are not typically caused by that USA or Japanese manufactured MIG power source. Most of the robot arc start issues are simply a result of people induced, poor robot weld start and weld end data. If you want to cut down on robot down time, my robot MIG Process Control book and training CDs provide the unique data required for optimum robot arc starts.
Weld Reality. "Weld spatter". If spray or short circuit weld transfer is set with "correct weld data", the weld spatter that will occur on most applications will be minuscule and should not have cost consequences for most weld applications.
Weld Reality. "Weld smoke". The weld smoke from carbon steel welds and traditional MIG spray transfer welds with optimum argon mixes that contain 10 to 20% CO2 is minimal, especially if the weld voltage is set for the shortest arc lengths. In over three decades of testing MIG smoke that occurs with carbon steel welds and argon mixes, the smoke has never been proven to be a health issue. Also lets face it, some of the largest complaints about weld smoke come from union shops in which the majority of robot and manual cells have an exhaust system installed.
Weld Reality. "Weld consistency". On the subject of weld consistency and steel welds. In forty plus years of MIG welding using good CV equipment, I have never made a weld that was negatively influenced by the so called inconsistency of the CV MIG power source. In contrast, with with the majority of pulsed equipment built before 2006, to attain your most consistent weld results, you simply switched the pulsed mode "off".
Visit my MIG equipment evaluations to see pulsed
equipment and real world arc consistency issues..
.
Weld shop attitudes are mostly influenced
by those in the front office.
.
IT''S EASY TO UNDERSTAND THAT THE MANAGERS, ENGINEERS OR SUPERVISORS WHO LACK PROCESS CONTROL CONFIDENCE, WILL BE RELUCTANT TO PROMOTE COST EFFECTIVE PROCESS, EQUIPMENT OR CONSUMABLE CHANGES:
Irrespective of the weld equipment utilized, the biggest deterrent to weld optimization through weld change is often apathetic, process manufacturing and engineering management who may be provided with cost effective, TOUCH IT, FEEL IT, SEE IT solutions to their weld manufacturing issues, and yet they simply lack the manufacturing balls and process confidence to make the changes that are required on the weld shop floors..
2008. MIG EQUIPMENT AND WELD COST JUSTIFICATION: After MIG welding now for five decades, I believe all you need for optimum welds on the majority of all carbon steels, low alloy steels and stainless applications is a traditional, low cost, durable, easy to repair CV MIG power source like this approx. $3.200, Miller, CP302 MIG power source and wire feed package. Similar CV packages are available from ESAB and Lincoln.
.
2008: WELD TECHNOLOGY VERSUS REAL WORLD WELD BENEFITS: When you examine the pulsed MIG electronic technology required to create one weld drop per pulse, it's impressive. When you examined the weld application benefits derived from the single drop per-pulse process on carbon or low alloy steels, the practical and measurable weld benefits are typically minuscule or often the figment of a weld equipment salesman or marketing managers imagination.
2008: PULSED EQUIPMENT SELECTION AND TRADITIONAL WELD MODES. The weld shops ability to provide a logical, unbiased weld process application comparison of the pulsed mode benefits and disadvantages, against the benefits and disadvantages of the traditional MIG short circuit, globular and spray transfer modes, is what should make the selection of pulsed equipment either a success or failure for many welding shops. That expertise is available in my process control - best practice, self teaching - training programs,.
.
|
WELD PERSONNEL WHO LACK WELD PROCESS CONTROL EXPERTISE AND THEN TRY TO EVALUATE A WELD PROCESS, WELD EQUIPMENT OR CONSUMABLES, USUALLY END GETTING ADVICE FROM A SALESMAN, AND THAT TYPICALLY LEADS TO UNNECESSARY WELD SHOP COST CONSEQUENCES..
It's easy to sell unnecessary costly equipment and consumables
to a manager that knows little about the process.
If someone in a weld shop believes they need Wave Forms to make
optimum MIG welds, they likely should be working in a Donut shop.
There is a common problem that occurs daily in the global weld industry, and that involves the general management confusion with weld skills - experience and weld process control expertise. Most manufacturing companies employ MIG welding individuals that have many years of weld shop experience and may have extensive welding skills, however few companies employ weld shop personnel that have the in-depth MIG weld process - best weld practice expertise that's necessary to consistently optimize MIG (and FCA) welds and evaluate MIG equipment, weld transfer modes and consumables.
Managers: If you have employees in the weld shop that "play around" with their MIG or flux cored weld controls, how can you expect these persons to provide a qualified evaluation of new MIG welding equipment or weld consumables?.
.
.
Average USA yearly manual welder wage, $50K. Average cost of a complete Robot cell cost $50 - 150K. Average cost of a pulsed MIG power source $8K to 15K.
MIG Process Controls - Best Practice Training Resource, "Priceless" for a few dollars.
WHY DO MANY COMPANIES STARVE THEMSELVES FROM HIGHLY
COST EFFECTIVE PROCESS CONTROL TRAINING RESOURCES?
.
It never ceases to amaze me when someone calls me about a MIG or flux cored weld issue that's costing their company thousands of dollars and that person states the manager of the shop is reluctant to spend a few hundred dollars on my weld process control - best practice training programs that would prevent the weld problems from occurring.
Next time you go into the weld supervisors or managers office, look to their shelves for any books or training resources on Robot or Manual MIG - FCAW "Weld Process Controls - Best Weld Practices". You typically won't find any as, they are still here in my office waiting to be shipped out..
<2006: As the MIG equipment becomes more electronically sophisticated, the weld shop has one more thing to worry about, the weld equipment reliability and durability.
It's an ironic fact, that today in many weld shops that use pulsed equipment, the shop manager or maintenance supervisor may think the pulsed equipment is doing great, that is if it only breaks down once a year, or it manages to lasts through it's 36 month warranty. Someone should remind the manager that in contrast, the traditional, much lower cost, CV MIG power source, should typically last on the weld shop floor for at least 10 - 15 years before Fred the maintenance electrician has to take a look inside it.
Note: Before they purchase that pulsed MIG equipment, few weld shops would be aware that the typical repair costs on a pulsed MIG power source could easily cost more than the purchase of a brand new MIG power source and wire feeder.
FEW MANAGERS CAN JUSTIFY WHY THEY WANT TO PUT COSTLY, SENSITIVE ELECTRONIC WELD EQUIPMENT IN A WELD SHOP ENVIROMENT.
It's not just the unnecessary pulsed MIG equipment complexity and high equipment price that should be an issue at many plants, the less durable pulsed equipment brings it's own concerns. After more than two decades of MIG pulsed equipment product development, some pulsed weld equipment manufactures are proud of the fact that they offer a warranty for 36 months.
FEW INDIVIDUALS IN THE WELD INDUSTRY HAVE THE SKILLS NECESSARY TO MAKE REPAIRS TO PULSED MIG EQUIPMENT, AND FEW HAVE THE PROCESS CONTROL EXPERTISE NECESSARY TO JUSTIFY WHY THEY SHOULD PURCHASE THE PULSED MIG EQUIPMENT FOR THE COMMON CARBON STEELS AND LOW ALLOY WELDS.
With the simple to operate two control CV MIG equipment you don't want to waste time asking MIG - FCAW process questions in the weld shop . For example if you asked 10 welders for more MIG weld heat, likely 5 of them would turn up the weld voltage and the other 5 would adjust their wire feed control. And certainly you would not want to ask where Spray Transfer starts on the wire feed control with that 1.2mm steel wire.
If the simple two control MIG weld parameters used with regular, CV, MIG welds are poorly understood, why would the weld shop management want these guys, without process training, to then adjust the complex pulsed MIG parameters. As mentioned previously, with the Pulsed MIG mode, the welders have more than wire feed rates and weld voltage to be concerned with. A slight change in the pulsed MIG peak, the pulsed background current, the pulsed frequency, the pulsed width, the pulsed Hz, the pulsed wave forms, the wire stick out or the the pulsed weld current, may or may not produce the weld results required.
INSTEAD OF PROVIDING THE NECESSARY MIG - FLUX CORED WELD PROCESS CONTROL TRAINING, AND STRIVING TO KEEP THINGS SIMPLE IN THE SHOP, TOO OFTEN WELD MANAGEMENT CREATES A WORK ENVIROMENT WHICH ENSURES THEIR WELD PERSONNEL WILL PLAY AROUND WITH THE WELD CONTROLS.
.
2008: Each year, pulsed equipment manufacturers will continually strive to make their top end weld equipment "electronically unique" with the addition of more and more unnecessary bells and whistles and built in weld schedules. The weld reality is this. What applies to one pulsed MIG power source will typically not apply to another. The standard, simple, universal, two parameter CV short circuit and spray transfer weld procedures which have been practical, logical and effective weld tools for more than five decades, are slowly becoming meaningless as the heavily marketed pulsed MIG process takes root.
..
While essential weld variables should always be a concern with code quality welds, the common essential weld variables found in auto - truck plants will typically have little meaning where the mfg management will lack weld process controls and best weld practices expertise. In most plants in the auto industry you will find that;
[] best robot weld practices are none existent,
[] robot weld process controls have no meaning,
[] part design tolerances are little more than joke,
[] part cleanliness has little meaning,
[] welding on galvanized coatings is the norm,
[] weld process control training is none existent,
[] MIG equipment always being utilized weld personnel who don't know how to optimize it.
.
.
|
.
2008. The global truck manufacturers and their tier suppliers annually spend hundreds of millions of dollars on ISO compliance, different lean manufacturing methods and training programs, yet the weld reality is few of these companies have employed managers, supervisors or engineers who will spend a few hours in trying to understand the weld manufacturing equipment they utilize on their shop floors. It would be easier to find an honest politician than to find a plant or engineering manager who is aware of the requirements to establish MIG and flux cored Weld Best Practices and manual or robot Weld Process Controls.
.
MID 1990s: THE PANASONIC PULSED ~RIPPLE ~~ STORY.
If one weld tale represents the BS that has surrounded the pulsed MIG process, it's the following Panasonic pulsed equipment story. A few years ago, a Panasonic rep approached Airgas the company I worked for. Airgas is the largest global MIG weld equipment supply company. Panasonic wanted Airgas to represent their so called, unique pulsed MIG product line for the USA - Canadian markets.
It was my job at Airgas to evaluate MIG welding equipment and select the equipment to be sold by the Airgas distributors. The Panasonic rep and his boss sat in my office, and for two hours described the wonderful feature benefits of his superior electronic pulsed MIG power source. I listened as these guys showed me their oscilloscope photographs of the power source output, and informed me how their unique MIG power source had "smoothed out the traditional pulsed power source output ripple effect" Those "ripples" I was told, occur with a regular MIG CV power source. While the Panasonic rep proudly revealed his ripples, I thought it was interesting that he did did not show a graph with the important parameters such as weld current and voltage.
During the meeting I thought. "What a fool I have been. I have been around MIG welding since 1961 and did not realize I needed ~~~"Ripple Proof Weld forms to make good MIG welds" ~~~
The Panasonic team then went over their power source, numerous electronic features. They were really impressed with the fact that their unit provided "self diagnosis" of its electronic ailments. In other words his pulsed power source would shut down if the weld output deviates from the information put in.
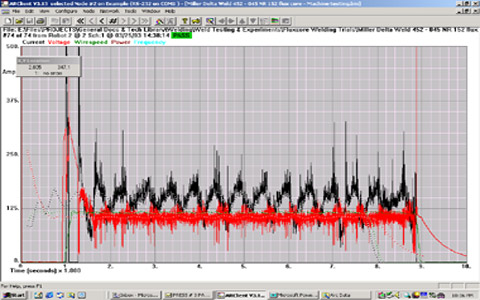
I told the Panasonic team to send one of their units to my companies training department in Chicago. At this location I could compare the pulsed equipment along side a regular 450 amp, CV power source from Miller. The Miller Delta Weld 450, was a MIG power source that unfortunately and unknowingly provided the "inconsistent ~~~ripple output effect~~~ . Which was unfortunate as I believed that the Delta Weld was the world's best, CV, MIG power source.
The Panasonic unit sat in the Chicago training facilities for three weeks before I could test it. The reason for the delay was the power source with it's intelligent self diagnosis feature, shut itself down on many different occasions. To add to it's misery, this pathetic Japanese power source would not restart after it's third shut down. To restart the Panasonic power source we had to bring in the MIG equipment specialist from Panasonic.
Now we had a pulsed unit that actually ran, I then invited the Panasonic weld rep to demonstrate his unique pulsed equipment. As
with all MIG equipment evaluations, I provided the clean steel and stainless weld samples that were 1/16 - 1/8 - 3/16 - 1/4- 1/2, (1.6 - 3.3 - 5 - 6.4 -13 mm). This steel thickness range represents the majority of North America's bread and butter MIG welding applications.
The Panasonic pulsed weld package presented at that time for the weld tests sold for approximately three times the cost of a regular CV, MIG power source. The Panasonic weld team and their unique power source team went head to head with myself and my trusty Miller Delta-Weld 450. As Paul Harvey used to state on his radio show, "well now for the rest of the story".
On every test weld I made, the much less costly, much more durable Delta-Weld was easier and quicker to set. I typically would have the test welds finished before the Panasonic team had set their weld parameters. From a weld quality and productivity perspective the Delta Weld easily again out performed the Panasonic. After all the welds were complete, the Panasonic reps spluttered a few Midwest words I usually only hear in welding shops, and left looking for another ~~~North America Sucker to sell their ripple story to ~~~.... Note: They found many.
Mid 1990s. The Panasonic Chicago test was my first introduction in the USA to a Japanese MIG pulsed power source, and my first introduction to the appalling lack of Japanese MIG weld process expertise that was indicated in their so called weld process experts. .Late 1990s. As the Panasonic power source manufacturer still touts that their pulsed MIG product represents one of the most sophisticated electronic state of the art pulsed MIG power sources sold in the USA, I thought I would spend some time seeing what the 1999 pulsed Panasonic HM 500 power source had to offer. The 19999 AWS weld show provided the opportunity. The following is not word for word but it is does represent the fundamental content of my conversation with the Panasonic reps at the weld show.
.
The Panasonic ~~~ Pulsed MIG ~~~ Saga Continues.

At the 1999 AWS show, I asked the Panasonic rep to describe his new HM 500 pulsed power source. The conversation that followed was quite interesting.
The young Panasonic rep at the weld show who did not know me said:
The Panasonic sales rep continues.
At this stage of the one way weld conversation from the Panasonic rep, who by the way, looked like he had just graduated from high school, I have to admit that this kid's weld comments had left me speechless, which for me as you should be aware when its comes to the subject of welding, is really unusual.
What this Panasonic child was not aware, for the last three decades, over five decades, in thirteen countries, I have set thousands of different manual and robot MIG weld applications always with a focus on attaining optimum spatter free welds, with the best possible weld fusion, and always at the maximum possible weld deposition rates. The MIG welds I produced could pass any code weld specifications, and were all carried out with traditional, durable, low cost CV MIG equipment.
An ironic weld point. If the Panasonic equipment and the MIG and flux cored process had been used for structural steel applications used in seismic locations, in contrast to traditional CV equipment and argon mixes, there is no doubt in my mind that the Panasonic equipment would produce inferior weld quality with extensive lack of weld fusion issues.
.
.
When any weld salesmen, starts to talk in a language unfamiliar to you,
take three steps back, say good buy to the BS and get on with your life.
This was an oscilloscope Volt / Amp reading of a Panasonic Power source
taken shortly after the Big Ripple and "Constant Weld Fusion" discussion.
Volts Red. Weld Current Black.
.
| The following is an oscilloscope of weld voltage and current from a traditional CV power source that cost 200% less than the above Panasonic power source with it's magic ripples and waves. |
Volts Red Current Black.
PERHAPS THE PANASONIC PERSONNEL SHOULD HAVE BEEN EDUCATED AS TO WHY THE REGULAR MIG PROCESS WITH SPRAY AND SHORT CIRCUIT TRANSFER, HAS BEEN SO EFFECTIVE FOR 50 YEARS..
The regular, low cost, MIG power source, provides that unique constant voltage (CV) attribute, in which the MIG power source has always instantly made it's own weld current correction for a wire stick-out variation.
With CV MIG equipment, weld voltage and current variations should be miniscule, especially during a robot weld in which the wire stick out variations should be always be minimal. With MIG all welds, even a novice weld person should understand the importance of stable weld current and voltage.
It's easy to produce the perfect fillet.
.
It's interesting to note that the Panasonic rep placed concern on the negative attributes of a short arc length with the pulsed process and the negative impact on the weld fusion potential. In contrast, the regular MIG spray mode plasma and it's weld stream is much less sensitive to arc length variations and this MIG arc does not require low back ground current and therefore provides more consistent weld fusion.
I did not get into the regular MIG versus Pulsed MIG discussion with the Panasonic rep, it would have been time wasted. To try and rectify brain washing or process ignorance takes extensive time, and I only had one hour with this guy. In my mind, I instead gave him a pat on his head and sent him back to his Japanese master.
[] Japan is a country that for decades used straight CO2 for most of it's globular, spatter covered MIG welds.
[] Japan is a country that lacked gas plants that could make argon mixes to enable controlled spray transfer.
[] Japan is a country that for decades lacked knowledge about MIG Spray Transfer mode that comes with using argon mixed gases.
At the same show, I asked another Panasonic rep a simple question about the "pulsed wire feed range potential". I said, "can your intelligent power source provide a practical measurable benefit like extending the traditional MIG spray wire feed range so that robots can weld faster? The Panasonic rep instantly developed my wife's weld glazed blank look. He replied finally with an answer that made sense. He stated "he was not qualified to answer", and he handed me over to his technician.The Panasonic technician was ready to demonstrate his latest Panasonic Power source with an 0.052 (1.4 mm) carbon steel wire. I asked that the weld wire be set at a common, "high spray transfer" setting of 420 in./min. This setting would be used to weld a 6 - 8 mm fillet welds on > 9 mm plate. As I expected, at the wire feed rate of 420 in./min, the pulsed plasma was highly agitated and digging. The pulsed plasma was simply unsuited for a controlled weld. I of course wondered how it was possible that the Panasonic reps and technicians were "qualified to discuss the
For five decades, Japan with no argon mixes had MIG welded with straight CO2 and the resulting erratic, globular weld transfer, daily created a welding mess. In the nineteen nineties, Japanese companies like Panasonic went from boom boxes and TV manufacturing to try to make sophisticated welding equipment. The Japanese made poor, erratic, pulsed MIG equipment which they attached it to their robots and brought this package to the USA, a country that for more than five decades had provided most of the world's best MIG equipment.
When it came to MIG welds, Asian auto giants like Toyota and Honda employed engineers that experienced welding the Japanese way which was first you MIG weld then you grind, with typically more grinding than welding. Panasonic a prime supplier to these companies came to America with electronic MIG equipment that could barely function, equipment that provided zero weld benefits and created numerous weld and robot issues. How did America respond to the Japanese weld equipment? The apathetic North American manufacturing management, led by auto / truck industry weld decision makers, (an industry also notorious for it's bad welds) opened the door, and said if it's Japanese it must be good, so come on in..
Nov. 2007: THE PULSED ACHILLES HEEL: Even with the world's best pulsed equipment, when welding many common applications, the Pulsed MIG process will always have it's Achilles Heel. This web site is the only place in the industrial world where you will read the following negative point on pulsed MIG welding. Please note the copy right symbols are in place for a reason.
goes from a "narrow to wide plasma profile". The pulsed MIG plasma changes are of course influenced by the back ground to peak current changes. With the low back ground current, for a micro second you have much less ionization taking place in the plasma zone.
In contrast. The traditional spray transfer, will provide a more constant, cone shaped, plasma profile. Improving the ionization stability and maintaining the surface area of a MIG arc plasma enables the following;
[] More consistent electron transfer from the negative weld surface to the positive wire tip. Useful in improving arc stability especially in automated high weld speed applications and also in maintaining consistent weld fusion.
[] Improving the density and coverage of an arc plasma improves oxide surface removal. Also adds to arc stability. Beneficial on mill scale / coated applications and on those single pass welds larger that 7 mm.[] A consistent, denser wide plasma also provides wider distribution of weld heat.
Improves weld fusion profiles, especially over the length of the side wall weld fusion on fillet welds.
Of course pulsed works well on many applications yet anyone who has used the process on a wide range of applications is aware that it's a process that can cause issues on many welds. When you add the pulsed arc instability that is common from many pulsed power sources, with the fluctuating pulsed plasma, you can understand why in two decades I went into hundreds of companies around the globe and switched the pulsed mode off and changed the arc back to spray. Changing wave forms does not change the Achilles Heel.
I hope your company does not make inconel or stainless
pulsed MIG clad welds that look like this.
Above. Some USA power station, boiler water wall mechanical strength and longevity being destroyed by poor manual Pulsed MIG clad weld practices and equipment. And of course the real reason is the poor weld management that likes to take $20 - $30lb, weld consumables and then throw the chrome and money out of the window.
Above Clad Photo proudly displayed in a weld magazine:
This sad approach to placing manual clad welds on boiler water wall tubes, was proudly displayed on the cover of a 2008 USA welding magazine. The magazine clad article was about the wonderful, new, 2008 pulsed MIG equipment available from Miller Electric and the suitability of this equipment to this Inconel clad application. The clad welds in the photo reveal a poor pulsed MIG transfer weld characteristics, a poor pulsed MIG program, poor clad weld practices and poor weld techniques. These narrow, clad welds will create inconsistent, unnecessary weld over lap, poor and excess weld tie ins, inconsistent clad dilution, excess start stops, and also there will be extensive lack of clad weld fusion. This clad weld operation will dramatically negatively effect the boiler walls by producing excess distortion, uneven wear, unnecessary stress risers, issues that will reduce the boiler operation efficiency and longevity.
Ed's USA / European patented MIG weld process control approach to boiler water wall clad weld. These welds were made with a $5000 (2005) pulsed power source.
2006: Inconel 622 on Boiler Water Walls.
An untouched weld section take from 300 sq/ft clad section.
Ed's contribution to the Power and Waste Management Industries.
2006: Welding Services (WSI) now Aquilex Atlanta: WSI is primarily involved in repairs and refurbishment in the power, waste energy and nuclear industries. In terms of water wall clad
welding, WSI has clad approx. 80% of the North American boilers. Each year WSI uses approx.
one million pounds of Inconel 625-622 and 300 series stainless MIG wires for cladding boiler
water wall tubes.
2006: ED WAS REQUESTED TO DEVELOP A NEW WATER WALL CLAD PATENT:
While WSI has produced some of the most innovative, automatic MIG cladding equipment available in North America, WSI did not have a resident MIG process control expert who had the expertise necessary to make radical improvements to it's water wall clad MIG welds.
Ed was contracted for this work by the WSI engineering manager. In less than 6 months, as the following pictures indicate, Ed dramatically improved the water wall overlay weld quality and a new USA and European clad weld patent was developed.
WITH ALL CLAD WELDS, THE MOST DESIRABLE CLAD WELD ATTRIBUTE IS ACHIEVE THE LEAST POSSIBLE WELD LESS DILUTION:
IMPROVING WATER WALL BOILER LIFE & OPERATING EFFICIENCY:
As many in the power industry are aware, with any water wall clad weld application "less is always better". With less clad weld shrinkage and less clad weld defects, the boiler water walls will operate more efficiently when the single pass clad weld surface is as thin as possible and when the clad weld pass thickness is both uniform and free of weld defects.
The traditional methods of both manual and automated clad welds on boilers would produce clad welds that too often had too much weld filler, lacked uniformity, had poor weld tie ins and had extensive lack of fusio. The Inconel clad filler metals typically can cost over $23 - $26 LB. With these costly weld wires, it makes no sense to produce excess weld and create excess stresses and deformation on the boiler walls. My new clad patent dramatically improved the single pass clad weld quality and dramatically reduced the typical single pass clad weld thickness providing extensive clad cost savings from the reduced weld wire requirements:
DRAMATIC REDUCTION IN CONSUMABLE WELD COSTS PER-OPERATION.
WITH SINGLE PASS CLAD WELDS, YOU HAVE UNIQUE WELD REQUIREMENTS FOR THE CLAD WELD SURFACE TIE-INS AND FOR THE CLAD TO TUBE WHICH REQUIRES MINIMUM CLAD WELD DILUTION:
With water wall clad applications, the minimum, "single pass" Inconel weld clad chemistry required is 20% chrome. As the filler metal typically provides approx 21% chrome To attain the minimum chrome requirements, the pulsed MIG weld procedures with the vertical down clad welds consistently attained minimum weld dilution < 8%, while achieving consistent weld fusion on the carbon steel boiler tubes.
BOILER SHUT DOWN IS COSTLY AND WELD TIME IS VERY IMPORTANT WHEN CLADDING LARGE WATER WALL AREAS THAT SOMETIMES REQUIRE OVER 1000 sq/ft OF CLADDING. TO SPEED UP THE OPERATION, THE CLAD PROCESS NEEDS TO PRODUCE THE HIGHEST POSSIBLE WELD DEPOSITION RATES:
The primary part of clad weld costs on large weld areas as found with most clad boiler wall applications, is dictated by the MIG weld deposition rates attained. Ed's new patented clad procedure with the unique, WSI automated weld equipment, enabled a single operator controlling two guns to deposit approx. 30 lbs/hr.
Weld spatter with any MIG weld mode is an indication of
LACK OF MIG WELD PROCESS CONTROL EXPERTISE.
2006: Ed's patented pulsed MIG weld gun on the left providing 15 - 16 lb/hr. Note the absense of weld spatter at a time period when the pulsed technology was still not quite there. Normal water wall pulsed MIG clad welds on the right:
Unless you sell those costly clad weld consumables,
with clad boiler welds, less is better.
Eds single pass welds provided dilution so low the chrome was > 20%
BELOW PULSED MIG CLAD WELD WITHOUT WELD PROCESS CONTROL EXPERTISE: Before Ed. now Em got involved with boiler water wall welds. The picture below was considered by Welding Services (Aquilex) Atlanta to be an optimum for cladding on boiler water walls. The clad welds were either stainless or Inconel 622, wires. Weld position, vertical down..
PULSED WELD CONTROL EXPERTISE. Below, Ed's untouched the new water wall clad welds.
The weld quality and cost savings were so unique and extensive that WSI patented Ed's process.
ED DEVELOPED A UNIQUE GAS MIX FOR THE INCONEL CLAD WELDS.
Those vertical down 622 Inconel / stainless CLAD MIG welds in Ed's patent were derived from a low cost, five thousand dollar, pulsed MIG power source and a unique Inconel MIG gas mix that was also developed by Ed. (See the MIG gas data section at this site).
Note: This patent would not have been possible without the Aquliex, (WSI), customized. automated MIG weld equipment that compensated for the wire stick out and arc length variations that resulted from the water wall curves.
After a few months of pulsed MIG weld process development. The final Inconel 622, single pass, clad weld results were developed by Ed for WSI..
Note the smooth single layer MIG clad surface with optimum weld ties ins. This clad application was delivered from a low cost, $5000 pulsed MIG power source in 2006. This pulsed MIG clad weld has a smooth finish similar to a $250.000 laser - powder clad overlay.
In contrast to the conventional water wall clad MIG welds, in contrast to what WSI was producing, Ed's pulsed MIG process change required 28 % less weld metal per sq/ft of coverage. These single pass, low dilution welds provided > 20 % chrome.
In 2010 an International - USA patent on cladding was presented to Ed and WSI.
Follow up eight years later in 2014:
From Ankit Jindal, Welding engineer, M/s ISGEC HEAVY ENGINEERING LTD, INDIA.Ed, I just viewed the pictures of your pulsed MIG cladding technique with inconel 625 over carbon steel water wall tubes. My company is a major boiler manufacturer here in india and we have installed more than 550 power boilers in more than 30 countries.
We will be working on a project where we will be cladding INCONEL 625 over water wall panel tubes. Initially we thought of doing it with manual pulsed arc MIG, vertical down by hand, but after viewing your superb finish and minimum dilution method, I couldn’t resist to write it to you. We are very much impressed with your MIG process control expertise and your pioneer knowledge of the subject.?We will be very much grateful, if you’ll be able to spare a some time to chat with us.
More info on clad welds by Ed...
"The welds produced should always
be mightier than the weld sales reps word"

.
|
.
.
.
I mention the mid west, because in this part of the US, you will typically find a few hard working, workers like welders and supervisors who weld during the grave yard shift, then take care of their small farms during the day.You might ask, how is it that practical, rational Mid West people could get sucked into purchasing costly, Japanese Panasonic weld equipment loaded with useless bells. The MIG equipment was being utilized on common thin gage to 1/2 (12mm) carbon steel farm equipment applications? These applications have been successfully MIG welded by Deere, Massey Ferguson, Caterpillar and Harvester for the last 50 years using less costly, easy to operate, more durable North American MIG welding equipment.
These were not the words used when a John Deere weld engineer made what I think was an illogical, stupid and costly weld process decision. In the nineteen nineties this engineer converted his organization over to over priced, poor performing, low durability pulsed MIG equipment. Can you remember in the nineties how unstable computers were? well pulsed MIG equipment was much worse. To add insult to mid west logic, the weld engineer made the MIG equipment conversion based not on weld productivity or quality performance, he made it on "weld smoke reduction". I hope you are all aware that when MIG welding carbon steel applications, the weld smoke from traditional MIG with argon 10 - 20 % CO2 mixes has never been an industrial safety or work issue. I believe it would have been more logical and beneficial to his company's bottom line, if this weld decision maker had instead focused on the weld equipment and process and it's weld fusion potential, arc stability and weld deposition rate potential.
ITS COMMON TODAY TO COME ACROSS SO CALLED TECHNICAL PEOPLE WHO CAN'T SPEND MORE THAN FIVE MINUTES ON A SUBJECT, AND WHEN THESE GUYS NEED TECHNICAL ADVICE, THEY DO NOT THINK TWICE ABOUT ASKING A SALESMAN..
2008: Is it possible that this computer driven, we have to have it now generation of weld shop decision makers is so enamored by electronics that they have forgotten the purpose of a weld
In many of the weld shops I deal with, I will often meet robot weld technicians, many of them just out of high school. Many, (not all) of these young guys will have spent five minutes reading a Lincoln or Miller glossy sales brochure on a new artificial MIG power source, and bingo they become weld experts. You have met these guys, these are the new weld experts that would much rather give you their highly qualified opinion on the welds, rather then spend five minutes listening to some one who was controlling MIG welds a decade before they were born..
A MIG pulsed equipment benefit often touted by MIG equipment manufacturers and their sales force, is that their unique pulsed power source offers up to ninety weld schedules.
After forty years of making MIG equipment, the MIG equipment manufacturers are now proud to provide their weld customers with sophisticated pulsed MIG equipment that enables the weld decision maker a choice of up to "NINETY Pre programmed Weld Schedules". What an incredible technology breakthrough, especially when you consider that ninety nine percent of all global MIG welds will require only "three feed and voltage settings"..
The Miller & Airco Pulsed MIG Fiasco.To be fair, it's not just the Japanese pulsed equipment manufacturers that stretched the MIG welding truth, for god's sake, you would never want to place a bible in front of Lincoln or Miller corporate personnel and ask them to tell the truth and nothing but the whole truth on their pulsed MIG equipment issues. It's also fair to state that in the mid eighties if you had purchased a US made Airco pulsed power source, (a company that once had pride in its MIG equipment performance) you would have got more from your money if you had placed the money in a paper bag and burnt it.
1980s early 1990s. A common problem that occurred with the Airco pulsed equipment, was apart from the fact that the pulsed mode was simply useless, also the printed circuit board that controlled the pulsed parameters would frequently malfunction.
In many cases the Airco pulsed circuit board failures would occur not long after the power source was delivered or even during the delivery. Many weld shops who had purchased the Airco pulsed power source, would use the pulsed equipment for years without being aware that the pulsed control boards were shot. The actual pulsed weld transfer mode that resulted from the faulty boards produced an erratic globular / spray transfer. A condition that many of the weld shops believed was normal pulsed. Of course Airco never informed the customers about the board problem.
Its another sad reflection of an industry who uses MIG equipment, to find that there are few welding personnel who can look at a weld transfer and know the difference between globular, spray, short circuit and pulsed transfer.
If you were one of those unfortunate companies that purchased either the Miller, Airco or Lincoln pulsed power sources, the best thing you could have done was either sent the equipment back or sued the power source manufacturer for selling you weld equipment that negatively impacted your companies ability to produce consistent weld quality..
.
PULSED MIG and MILLER ELECTRIC:
PROCESS IGNORANCE, EQUIPMENT ISSUES DENIAL AND EXAGGERATED
PULSED WELD CLAIMS WERE GENERATED FOR APPROX. TWO DECADES.
.
1980s. THE CANADIAN TECHNICAL COLLEGE AND THE MILLER PULSED WELDING FIASCO:
In the nineteen eighties, the largest community college in Vancouver, BC, was one of the first locations in Western Canada to purchase Miller's first pulsed power source which was the very costly Miller Pulstar.
The Miller Pulstar power source cost the equivalent of four regular CV. MIG units. The college was exited about it's so called high tech, weld equipment acquisition and it's trip into a new weld technology.
A month after the pulsed weld equipment purchase, the college realized it could not get the power source to do anything out of the ordinary. At the time the college was finding a little pulsed reality, I was the Western Canada weld training manager for Linde, (Union Carbide, Praxair, ESAB, what ever). As Miller had not been able to provide for the college weld instructors, any weld benefits from their pulsed power source, the community college asked if I could come to Vancouver and show the weld instructors how to set the pulsed equipment for all position welds.
In this time period, an exaggerated claim made by the global pulsed weld equipment manufacturers for the justification of the costly pulsed equipment, was in contrast to traditional CV MIG equipment, the pulsed equipment was supposed to be able to produce acceptable "vertical up" pulsed MIG welds on carbon / stainless steels.
With the Miller Pulstar, I decided to set the process for a vertical up pulsed MIG fillet weld. To attain the pulsed vert up fillet, I set the Miller power source at every possible pulsed frequency, wire feed, and weld voltage combination. The bottom line, it was impossible to produce an acceptable, simple vertical up ,1/4 (6 mm) pulsed MIG fillet weld, with the costly Miller Pulstar.
2008: Note: Talk about premature product introduction. It took Miller another 20 plus years before Miller made pulsed equipment suited to weld that vertical up fillet weld and the ironic point is, pulsed MIG in 2008, when used for all position welds, is inferior to the gas shielded flux cored wires used with low cost CV equipment...
With this pulsed equipment, Miller could have made this claim.
USE OUR MILLER PULSTAR MIG EQUIPMENT AND
INCREASE YOUR WELD LABOR AND WELD EQUIPMENT COSTS.
.
When using the Miller Pulstar and welding with the pulsed mode in the flat and horizontal weld positions, numerous companies that purchased this costly equipment were not aware of the cost consequences of the erratic pulsed transfer or of the "low recommended pulsed wire feed rates" they had to use.
<2006. IF WELD SHOPS HAD MORE AWARENESS OF THEIR WIRE FEED AND WELD DEPOSITION RELATIONSHIPS FOR THE COMMON WELD APPLICATIONS, THEY WOULD THINK TWICE BEFORE PURCHASING THAT PULSED EQUIPMENT.
< 2006: Many companies using recommended pulsed parameters found when welding in the flat or horizontal weld positions, that the optimum, pulsed parameters resulted in wire feed rates that were twenty to forty percent lower than the wire feed rates they could have attained from the traditional lower cost MIG equipment and using the traditional spray transfer mode.
THE POOR PERFORMING MILLER PULSTAR, MADE ME A LOT OF MONEY:
For many years after the introduction of the useless Miller Pulstar, I traveled across North America visiting weld shops and switching the useless pulsed mode off. With a little process training I brought the unfortunate pulsed customers back to spray transfer that enabled the weld shops to best utilize that costly Miller MIG equipment. Come to think about it, I don't believe I ever received a thank you card from Miller for this service.
.
.
Miller Pulsed Equipment, out of the frying pan into the fire.
After the Miller Pulstar Fiasco, along came the terrible Miller "Maxtron"
.
For the first time in its history Miller was embarrassed by its MIG weld equipment and the Miller Pulstar had to be put down. The next pulsed package from Miller was the infamous, electronic "Maxtron". I liked to call it Mad Max.
I believe that the Maxtron's claim to fame, was apart from the utilization of more electronics, this power source made a lot of money for weld equipment repair shops, especially those repair shops who liked the novelty of CHARGING A PREMIUM for working on new, clean, weld equipment failures.
The Miller Maxtron power source and all other pulsed equipment in this time frame, made weld equipment repair shops wake up to the fact that they had better get their weld equipment repair employees better trained on dealing with circuit board failures. These companies also realized that fixing the new electronic MIG equipment was going to be a very lucrative business.
Remember before the introduction of faulty pulsed equipment, Miller had a reputation as one of the world's most reliable MIG weld equipment manufactures. If you had purchased a Miller Maxtron and it was not in the repair shop, you would have learnt with use, that the poor quality of the pre programmed pulsed weld data in the weld schedules, was in reality an indication of the lack of weld process knowledge of the responsible Miller personnel who designed and developed the Maxtron.
Constant voltage power sources have traditionally lasted ten to twenty years. In contrast, the Maxtron as mentioned often had electronic issues ten to twenty weeks after it was delivered. Like it's predecessor, Miller decided that Mad Max should be put to sleep and painfully withdrawn from the market.
The Maxtron was replaced with a third pulsed attempt from Miller, a power source called the "Invision". From my perspective, it was a vision without a weld future.
The Inconsistent Invision was another Miller power source that came to welding shops before it was ready. This was a power source many weld shops paid a steep price for the automated, inconsistent pulsed weld performance.
1980s to 2005. It was obvious that the global pulsed equipment manufacturers were having a difficult time trying to identify practical, cost effective weld benefits for none pipe, carbon steel pulsed applications.
2005: It's still evident that many of the engineers who design pulsed welding equipment understand little about arc physics, weld requirements, weld process comparisons and weld process application considerations. However as mentioned in the equipment section after two decades one or two companies are showing some progress with their pulsed MIG equipment..
.
Feb 2004. A message from The Miller Electric web site.
The Miller product manager describes the new Miller Acupulse and makes the following statements.
Miller pulsed equipment developed during the last decade was limited to the electronics that were available and cost effective at the time". As part of their process control feedback loop, the pulsed MIG equipment would sample the voltage value once per period, (a period being one cycle of peak and background current, one weld drop). If a short circuit occurs of the drop, the detection may not happen for nearly a full period. During that time, the wire electrode becomes buried in the puddle and takes a fair amount of current to clear. To clear the short circuit and restart the arc, an increased current level is used. This current tends to "punch" the puddle and cause excessive weld puddle agitation, adding to both arc instability and weld spatter.
Note from Ed: It's nice in 2004 for Miller to finally admit about "one" their many pulsed electronic problems, especially after almost two decades of selling "pulsed arc instability." If the Miller pulsed equipment was known to not work correctly, (I coukd not be the only one complaining about it for those decades) why was it sold to welding shops? Why was the faulty pulsed equipment not recalled? Why was it that the companies who purchased this faulty equipment and had extensive weld issues, did not sue Miller for their quality issues or lost weld production?
A POSSIBLE REASON MIG EQUIPMENT MANUFACTURERS, HAVE FROM MY KNOWLEDGE, NEVER RECALLED THEIR FAULTY PULSED MIG EQUIPMENT, IS THE MAJORITY OF THE PULSED MIG EQUIPMENT CUSTOMERS LACKED THE WELD PROCESS EXPERTISE NECESSARY TO FIGURE OUT THERE WERE HAVING PULSED MIG PROCESS PROBLEMS.
.
.
MORE TROUBLE FROM BIG RED.
If you wanted to make your weld shop life more expensive, more complex and less meaningful than it needs to be, you likely listened to a Lincoln rep, and purchased their pulsed MIG, Lincoln PowerWave: Its 2018 and I am in Michigan still fixing weld issues caused by the Lincoln PowerWave.
Lincoln PowerWaves. Pulsed weld cracks - craters on the Ford Axles.
The application was a simple. WELD A MILLION FORD AXLES EACH YEAR:
Around 1999: My weld task appeared simple. A Michigan Tier One, axle manufacture, ordered two robot systems to weld truck axles. ABB the company I worked for supplied the robots. When the robot cells were complete, ABB was required to provide approx. 5000 welded axles as part of the robot cell run off.
The axle manufacture had previously utilized the traditional Lincoln CV. 400 to 600 amp MIG units. This equipment using the spray transfer mode had never created any serious weld quality or productivity issues. A weld engineer at the axle manufacturer who listened to Lincoln's advice was responsible for the selection of the Lincoln pulsed Power Wave weld equipment. The carbon steel, MIG wire selected by the axle manufacturer was 0.052 (1.4mm).
Two factors were critical for the axle pulsed weld project:[1] The axle fillet weld sizes must never be smaller than a 1/4 (6mm).
[2] As the annual axle production was a million plus units, every second used on the robot weld cycle time was considered critical.
TRADITIONAL AXLE WELD METHOD: The axle manufacture had produced axles for decades. With the regular MIG CV equipment. The axles were welded with an 0.052 (1.4mm) MIG wire and an argon CO2 mix. The CV equipment used spray transfer to weld the 1/4 (6mm) fillet welds at typical robot weld travel speeds of 20 to 22 in./min. My first objective with the Lincoln PowerWave and pulsed mode and the 0.052 wire, was to try to attain the same travel (production) rates as that previously attained.
PULSED AND DEPOSITION RATES: When setting the Lincoln pulsed PowerWave weld data, to attain the desired weld speeds, I had to set the 0.052 (1.4mm) pulsed wire feed rate at approx. 420 in./min. This wire feed rate is considered the high end of traditional spray transfer for an 0.052 wire.
Using regular MIG spray transfer and traditional CV MIG equipment, a MIG wire feed rate of 420 inch/min was used with the 0.052 (1.4 mm) carbon steel MIG wires. This procedure had been used by the axle manufacture successfully for many years.
This traditional CV MIG weld equipment, sells in the USA for $3000 to $4000. This equipment was very durable and successful and had hardly changed in more than four decades..
The Lincoln PowerWave Pulsed Mode caused the weld cracks in the axles:
It was evident when I was setting the Lincoln Power Wave, that the pulsed equipment did not respond well to the 0.052 wire and the 420 in./min PULSED wire feed settings. The resulting high energy, pulsed arc plasma was both "narrow and intense" resulting in a weld arc plasma that caused a "deep penetrating (digging) effect" on the axle welds.
The first big news that came from the high Power Wave pulsed settings, was with the robot weld travel rates attained. At a weld speeds of 20-22 inch/min, I ended up with an external fillet weld profile that measured only 3/16 (4.8mm). When the 3/16 fillet weld was cut and a macro evaluation of the internal weld profile provided, it revealed that the intense, narrow pulsed plasma had caused the weld to penetrate almost threes times greater than traditional MIG spray penetration, so you end up with a smaller, visible weld profile.
To get the deep penetrating, undersize fillet weld to an acceptable 1/4 fillet weld size, the robot, pulsed weld travel rate would have to be reduced to a travel rate of 15 - 17 in./min. This 25% reduction in weld travel rate would have a huge impact on the axle weld cycle time, remember every second lost was multiplied by a million axles. I went through all the possible external Power Wave pulsed parameter adjustments, however I could not change the intensity or the profile of the pulsed MIG weld plasma at the 420 inch/min wire feed rates we had to use. Knowing the response I reluctantly contacted Lincoln. The reason I was reluctant to contact Lincoln was I already had too much BS in my life.
Lincoln flew in one what they thought was one of their brighter weld engineers. The engineer arrived with his laptop in tow. It's a sad state of affairs when to try and fix a weld someone believes they need a computer.
I demonstrated to the Lincoln engineer how at the required 420 inch/min wire feed rate, the resulting pulsed plasma from the PowerWave was too narrow and too intense for the thick wall steel axle application, "a problem Lincoln should have already been aware of". The Lincoln young engineer, who by the way looked like he was just out of high school, smiled and assured this old fart that one of the prime features of the PowerWave was that with the assistance of his unique lap top software, he could change the power source wave forms to suit the application. I smiled back at him, and said "good luck son".
To perform the test welds for the Lincoln rep, I provided the engineer with a long piece of 3/8 (9 mm) carbon steel plate. I had the plate surface ground. I let the engineer know that when his power source could place a robot butt weld on the surface of this 3/8 plate using the 0.052 wire at 420 inch/min without providing an unacceptable digging crater and undercut effect, then his work was done.
The red faced Lincoln rep was frustrated with his computer and red power source. No longer smiling, he packed his computer and left. He did promise make a Hollywood Lincoln promise that "his people" would look into the situation and get back to us. Over the years, when dealing with Lincoln welding issues I had heard this "will get back to you, canned response promise" many times. Of course his people never got back to us. Lets face it, a duck is always a duck and a bull is always a bull.
I had hoped while trying to set those pulsed welds, that the young Lincoln
The pulsed weld parameter range has both wire feed and peak frequency / peak current limitations. For a given wire diameter the resulting average weld current attained from the peak and back ground current cannot typically exceed the maximum current utilized for traditional spray transfer.
Fundamental arc physics: Irrespective of the potential wave form configurations from a power source, there are only so many electrons that can be squeezed into a MIG wire and across an arc. Also to attain optimum weld fusion on a specific steel thickness, the weld wire size and wire feed rate must provide a specific voltage, current and weld travel rate. This is of course a fundamental weld fact, however the wave form ~~~ crowd ~~~ often will place more faith in wave forms than they do with weld logic.
.
No Wave Forms, just a Perfect Weld
from Low Cost, CV, MIG Equipment.
With the MIG CV spray process, a stable, optimum, cone shaped weld plasma is produced. The cone shaped plasma provides wide, consistent coverage of the weld area.
When using pulsed MIG and large diameter MIG wires like 0.052, (1.4mm) and the requirement is high wire feed rates > 400 inch/min, you will be achieving deposition rates > 14 lb/hr. When using this data it's likely you will be welding on steels > 8 mm. For this application a typical spray weld current range of 380- 450 amps would be required. With the pulsed mode, a very high peak current and pulsed frequency is required to provide sufficient energy for the high deposition weld. The resulting high peak pulsed parameters will result in a narrow, concentrated energy, agitated pulsed plasma. This plasma may have more in common with a plasma cutting arc than it does with a controlled MIG welding arc.
THE LINCOLN ENGINEER LEFT US WITH A PULSED MIG WAVE FORM THAT CREATED AN ARC AND MIG PLASMA THAT HAD MORE IN COMMON WITH THE PLASMA CUTTING PROCESS RATHER THAN A PLASMA SUITED TO CONTROLLED WELD TRANSFER.
As the down cast Lincoln engineer walked towards the plant exit with his lap top looking less important, I who have little patience for the universal, sales induced, bovine fecal weld matter that daily saturates this industry, and being a pragmatic, thick skinned Manchurian, (means born in Manchester. UK) decided to pour a little salt on his wounds.
I asked the Lincoln rep, "don't you think it's a little ridiculous that at the end of the day, your costly Power Wave provides inferior weld results than your traditional DC 400 amp MIG power source that cost a third of the price? The Lincoln rep did not reply to my question, he just shrugged his sagging shoulders as he left the building.
SOME REAL WORLD WELD BENEFITS FOR THE 1 MILLION A YEAR AXLE APPLICATION: The much lower cost, traditional Lincoln CV. DC. 400 amp power source, or a Miller Delta Weld power source used on this axle application would produce spray transfer welds with superior weld fusion profiles, less weld quality issues and 20% faster weld speeds.
.
THE LINCOLN POWER WAVE SAGA AND FORD AXLES WELD CRACKS CONTINUED.
After the Lincoln rep left we went back to using a lower pulsed setting for the 1/4 (6 mm) fillet welds. A few axles were then pulsed welded with the Power Wave at the low robot weld travel rates of 17 ipm.
Attention was now focussed on the Ford weld specification for the truck axles. The weld spec required a "macro examination" of a specific amount of axle fillet welds. A measurement of the internal fillet weld cross section was required to ensure the minimum weld throat dimensions were being attained.
In evaluating the Lincoln Power Wave weld cross sections from the axle pulsed welds, I noticed even at the lower pulsed settings the penetration was still deep and too narrow and "center weld hot cracks" had occurred in more than 20 % of the axle weld samples we tested..
Due to the narrow, pulsed deep weld penetration profiles and restrained high tensile steel weld joints, with the narrow beads there was not sufficient weld strength during the weld solidification and we ended up with the classic "Hot Cracks" in the axle welds..
What Pulsed MIG Weld Research?
In the early eighties I was really enthusiastic about the pulsed MIG research hype that was being fed from the British Weld Institute. In that time period in my naive euphoria for new electronic weld technology and the fact that I was influenced by what I thought was technical, unbiased weld research, I wrote my first pulsed article published in the USA by the Welding Journal. My pulsed article extolled what I thought would be the potential pulsed process weld benefits and the pulsed application potential for the welding industry.
My problem when reading the British weld research papers was I did not doubt the MIG weld process / application expertise of those British weld researchers which was a stupid mistake. In the early eighties, approx. 20 years before electronics that could start to do the task of providing a stable pulsed MIG weld, the British Welding Institute was making extensive claims about the capability of the new pulsed MIG process.
Today, when I look back at that UK research, it makes me wonder if those weld research engineers ever knew what a stable MIG weld looked like, or why the traditional CV spray transfer mode was so unique and beneficial. The bottom line, the exaggerated weld process claims that flowed from the Weld Institute created the rush by the naive global MIG equipment manufactures to bring to the market the Pulsed MIG process. Unfortunately for almost two decades this equipment was premature to the extreme and certainly not ready to deliver the practical weld and all position weld benefits envisioned by the 1980s British Welding Institute.
Reviewing Weld Data.
In the welding industry, when a person reads about the benefits of welding equipment or weld consumables, it's often wise to look at the source of the data and don't believe what you read till you put your weld shield on and check out the weld equipment, weld consumables or the weld data published.
When reading weld articles, be especially cautious if the weld information comes from an author who works for a weld equipment or consumable manufacturer, or if the article is written by some student involved in a university weld research project.
Unfortunately since the 1980s, the majority of so called weld research, has been nothing more than marketing data sponsored by companies who want to promote their products..
WITH THE DAILY, HANDS OFF MANAGEMENT AND COMMON, POOR WELD PRACTICES AND WELD PROCESS DECISIONS, SOMEONE WILL PAY THE PRICE:
< 2005: It's like this Doc, I recommended that my company purchase 100 new pulsed power sources to weld our carbon steel applications. Six months later, we now realize that we have not increased weld production. The pulsed weld inconsistency and fusion problems have become major issues. We have no one in our maintenance department that can fix the bloody things, and to "cap it off" (no pun intended doc ) the pulsed equipment cost three times as much as we would normally pay for MIG equipment.
By the way Doc, after the pulsed purchase, I ran over my mother in-laws cat. My wife has left me for my best friend. My 16 year old daughter is pregnant and my son started on drugs, then my bloody teeth started to fall out.
.
<2013: What has the traditional, "manual pulsed MIG process"
done for the carbon steel welds in your plant?.
.
It should have, pulsed equipment typically costs 100 to 500% more..
The weld equipment repair people give a prayer of thanks every day to pulsed equipment manufacturers for their dramatic increase in weld equipment repairs and the extra high profit margins these repairs allow.
In contrast to a traditional CV power source and a separate robot interface used in a robot cell, does that new pulsed power source with its "unique built in robot interface" make it easier for your maintenance department to repair or figure out the equipment problems?
With the pulsed power source your maintenance personnel now have a difficult task to discern is the problem the power source, the power source built in interface or with the robot? Of course it was easier with the older units that provided separate, minimal electronics, easier to repair robot interface. Like it or not, few global electricians are qualified or want to work inside the electronically complex pulsed welding equipment.
Pulsed can have many parameter adjustments so course it can be more complex. With pulsed you have peak current, back ground current, pulsed width, pulsed frequency, weld current, weld voltage or arc trim and wire feed rates.
The traditional spray transfer from low cost CV MIG equipment provides a weld plasma profile that can provide superior weld fusion profiles on steels > 7 mm thick.
There is no deposition rate increase in contrast to traditional spray transfer.
As pulsed requires a longer open arc length, this typically results in a shorter wire stick-out from the contact tip making pulsed more sensitive to tip wear and wire burn-backs.
Regular spray transfer provides a wider plasma, providing a greater area for cathode spots to transfer more electrons to the wire tip. Regular spray transfer can utilize higher energy (higher CO2 content gas mixes), which provide increased CO2 dissociation (increased plasma energy) and increased weld voltage both of which are beneficial for mill scale issues.
With many pulsed applications, the weld energy is typically less than that derived from the more constant energy traditional spray transfer mode. On many applications the pulsed process will increase the weld porosity potential.
The pulsed process typically will have more arc blow concerns. Pulsed has longer arc length requirements. A low pulsed frequency and low back ground current will increase the sensitivity to arc blow.
Few companies do. Writing and adhering to pulsed weld procedures will be more complex than most shops realize. If one of the many pulsed parameters are changed, as they are all essential variables, this should require a new weld procedure?
.
Setting Pulsed MIG Weld Procedures:Once a sales organization brings pulsed to the weld shop floor, the following is what welders, QA personnel and robot technicians and programmers will have to deal with if pulsed weld adjustments are necessary. All of the following are required to make that simple carbon steel or stainless weld.
The pulsed welder asks. Where do I set the pulsed frequency?
The pulsed welder asks. Where do I set the pulsed width?
The pulsed welder asks. Where do I set the pulsed peak amps?
The pulsed welder asks. Where do I set the pulsed background current?
The pulsed welder asks. What pulsed amps or wire feed should I set?
The pulsed welder asks. What's a waver form?
The pulsed welder asks. If I change one of the pulsed parameters am I still following the companies pre-qualified weld procedure?
The pulsed welder asks. I don't set wire feed rates, I set amps, with this pulsed power source, how will I know how much weld I am depositing?
The pulsed welder asks. What's this trim voltage setting of 0 to 100 mean?
The pulsed welder asks. What do I do when the trim voltage setting has no effect on the arc length?
The pulsed welder asks. The pulsed weld drop is too large how do I make it smaller?
The pulsed welder asks. The pulsed arc is too intense how do I soften it?
The pulsed welder asks. The pulsed arc is too soft how do I increase the intensity?
The pulsed welder asks. The pulsed weld is too cold what should I change?
The pulsed welder asks. The pulsed weld is too hot what should I change?
The pulsed welder asks. Which pulsed parameter will increase or decrease weld penetration?
The pulsed welder asks. The pulsed is causing weld spatter how do I reduce the spatter?
The pulsed welder asks. For the same MIG application the pulsed parameters on the Swedish pulsed power source are different from the pulsed parameters from that Panasonic pulsed power source. How do we now comply with weld procedures? Do we have to change the weld procedures every time we bring new pulsed power source into the plant?
The pulsed welder asks. The pulsed weld is causing undercut which of the above parameters should we adjust?
The pulsed welder asks. The pulsed arc and weld are influenced by the mill scale on that new plate we just purchased, which of the above parameters should we adjust?
The pulsed welder asks. The robot pulsed weld start data is poor which of the above should we adjust?
The pulsed welder asks. The robot pulsed weld end data leaves the crater to concave, which of the above should we adjust?
And the Lincoln rep replies to the pulsed MIG welder, "guys it's simple if you understand ~~ "Wave Forms"~~"
REMEMBER THAT SIMPLE, LOW COST, DURABLE, TRADITIONAL MIG PROCESS?
Remember low cost CV MIG, that simple weld process that has two basic welding controls,
wire feed and voltage.
Remember low cost CV MIG, that durable, low cost, MIG power source and wire feed control. That's the one stuck in the corner of your weld shop gathering dust. The same weld unit that lasted twenty years without maintenance. The power source that could be repaired by any third grade electrician.
Remember low cost CV MIG. That process that provided two, practical, unique modes of weld transfer. One mode is the low amp, low voltage short circuit mode suited to all welds <0.100, and the other is the higher energy spray transfer mode suited to all welds > 0.100.
Remember low cost CV MIG. After decades of use your welders and robot personnel still play around with those two simple controls. Well your weld manufacturing life can get a lot more complex, all you have to do is bring in a pulsed power source to your facility and you will understand how simple your other confused welding life was.
REMEMBER TRADITIONAL CV SHORT CIRCUIT (SC).
Both the pulsed mode and SC mode are ideal for manual welds on carbon steels and stainless, 20 gage to 2 mm.
There are power source that offer modified Short Circuit Transfer, such as Miller RMD, Fronius CMT. In contrast to the low cost SHORT CIRCUIT equipment, apart from all position welding of a pipe root pass these processes offer little for common MIG steel and stainless welding applications.
.
REMEMBER THAT TRADITIONAL SPRAY TRANSFER, (SP).
Spray transfer is a weld mode that welds in a typical current range of 200 - 400 amps.
Spray can weld in the flat, horizontal and vertical down weld position on steels < 3/16, (< 4.8 mm). Over 3/16 spray can be used on flat, horizontal and specific overhead applications.
Spray is the mode of weld transfer that I set on robots to weld the worlds largest Caterpillar trucks, John Deer tractors, Mercedes cars, Harley Bike frames and Volvo Trucks. This is the mode of weld transfer that allowed the big three auto companies to bring robot welding automation to their plants. For the last four decades, spray transfer has been the most successful process, the most widely used and the most abused weld process in all industrial nations.
The weld reality about spray. For five decades the spray transfer mode arc physics and weld application potential have rarely been appreciated or fully understood.
Thanks to frequent, ignorant sales information, and the general, global lack of MIG weld process control expertise, the often more inconsistent, more expensive pulsed equipment has displaced the spray transfer mode on many applications > 4 mm. The weld reality is spray transfer would have been better suited.
.
ED'S PULSED MIG REALITY.
I don't have a # 999 tattooed on the back of my neck. I am not anti-pulsed. I am a bleeding heart liberal and I have successfully used pulsed MIG on some of North America's most difficult robot MIG applications.
Fundamental Pulsed Parameters.
Typical Optimum Start Pulsed Data. Welding Carbon Steels. MIG wire diameters 0.035 (1mm). Wire
Feed ipmPeak Amps BG Amps Freq Width 350 LOW 390 - 430 60 - 85 100 140 1.9 420 400 - 445 60 - 90 110- 160 2 500 MED 420 - 460 85 - 100 140
1852.1 600 HIGH 440 - 490 85 - 100 150
2002.25 After a wire feed setting of 600 ipm, the 0.045 (1.2mm) wire should be utilized .
Typical Optimum Start Pulsed Data. Welding Carbon Steels. MIG wire diameter 0.045 (1.2mm). Wire
Feed ipmPeak Amps BG Amps Freq Width 280 LOW 430 - 455 80 125
1352.5 350 MED 460 - 480 90 150
1652.65 420 HIGH 480 - 500 100
105155
1902.75 500 500 - 520 105
120190
2302.85 After 420 ipm with the 0.045 wire, beware of high intensity, narrow plasma that may result, as poor weld penetration profiles and crater issues can result. A weld penetration that's deep and narrow could be subject to hot center weld cracks. .
Typical Optimum Start Pulsed Data for Aluminum 5356.
Wire Sizes 0.046 MIG wires (1.2 mm)Wire
Feed ipmPeak Amps BG Amps Freq Width 280 LOW 280 - 300 60 - 70 135
1452 - 2.2 350 300 - 310 70 - 80 160
1702 - 2.2 420 MED 310 - 330 80 - 90 185
1952.1 - 2.3 500 HIGH 340 - 360 80 - 90 200
2202.2 - 2.4 Don't forget to cut the weld and check the weld penetration profile before using the parameters on your parts. .
Typical Optimum Start Pulsed Data for Aluminum 5356.
MIG wire sizes 0.062 MIG wires (1.6mm)wire
feed ipmPeak amps BG amps Freq Width 150 325 - 340 65 - 75 65
751.7 - 2 220 345 - 355 100 - 120 105
1151.7 - 2 260 355 - 370 125 - 135 125
1351.8 - 2 330 380 - 390 155 - 170 140
1501.8 - 2
Don't forget to cut the weld and check the weld penetration profiles before using the weld parameters on your parts. Look at that pulsed weld droplet, view the size the frequency of the droplet detachment and the arc length to see if pulsed parameter adjustments are necessary. On parts over 3 mm you may like the weld penetration profiles attained from traditional spray.
.
IT'S YOUR CHOICE, ONE SMALL PRICE FOR WELD PROCESS CONTROL KNOWLEDGE, OR ONE GIANT PRICE FOR POOR WELD QUALITY - PRODUCTIVITY
Lets see for manual and robot welding my carbon steel and stainless parts I have a choice of regular MIG or the new pulsed
power source that Fred the local welding salesmen is promoting. The following is what I have to consider.
Do I need to develop new pulsed procedures for a weld application that more than likely has been successfully MIG welding for decades?
Do I need more process complexity and issues in the welding department?
Do I need electronic equipment that costs more and cannot be repaired by our maintenance department?
I do have a family and a home I like to see, that is when I am not working here 60 hours a week. I think I will go with the regular MIG mode. I can get Ed's process training materials to optimize the process. Hey if traditional MIG has been good enough for Caterpillar, Mercedes and Volvo for the last few decades it's good enough for me.
While most companies invest thousands and sometimes millions of dollars on robot lines and welding equipment, consider that for a few dollars the personnel involved will be able to optimize that equipment.
Every weld decision maker who uses or is involved with either manual or robot MIG and Pulsed MIG should consider Ed's MIG Process Control Training Resources.
Who Benefits: Welders. Weld Supervisor and Mgrs. Weld Part / Fixture Designers. QA personnel. Engineers responsible for robots. Robot Programmers, Robot Operators Robot Maintenance Personnel..
Finally for that individual who has to manage more than the process, for the individual who wants "all the knowledge required to make rational welding decisions in RUNNING A WELDING DEPARTMENT, check out my 600 page "Management Engineer MIG book, a book referred to by some engineers as the "MIG bible". Follow this link.
.
E Mail From Larry in Ireland.
Hi Ed, If I only knew 1% of your knowledge I would be content in my profession. I use the Lincoin STT for welding 2- 10 mm stainless applications using a special Helium tri-gas mix, Stainshield Light gas from BOC. I need another machine but this equipment in Ireland cost €14000 ($28000) any suggestions?
Ed's Answer:
Larry, consider the Miller 350 P with argon 2- 5% CO2, this power source and low cost gas will do all your welds. The power source in the US cost approx. $5000 and forget the helium tri mix use the two component gas mix I developed, (MIG gas section)..
Have you seen my Puppy?
There are many managers and supervisors in the weld
industry who daily fail to see the obvious.
Keep smiling, remember your mother did not want you to go into the weld profession, so make the best of it, and don't forget to check out my Best Weld Practices and Process Control training resources.