"Best Robot MIG Weld Practices
and Weld Process Controls
for gage to any thickness parts
"
Ed's
robot process control package which is item 2, was developed
for all carbon steels, low
alloy steels,
stainless,nickel steels and aluminum robot applications welding 20 gage to any thickness. The following is a brief description.
[2a]
The Training
CD: "Robot
MIG Weld Best Practices
and Process Controls"
[2b]
The
Book: "Manual
and Robot MIG Welding Process Controls"
[2c]
The DVD film: "Manual
MIG Process Control Made Simple"
Total
Cost for items 2a/b/c $395 plus shipping.
Order
this Welding Training Program
[Item 2a]
The Training Power Point CD:
 "Robot
MIG Weld Best Practices & Process Controls. "Robot
MIG Weld Best Practices & Process Controls.
Irrespective of the robot application, this program provides
every
possible
optimum robot MIG weld requirement for
Short Circuit,
Globular, Spray and Pulsed welds.
THIS
UNIQUE, ANIMATED CD POWER POINT TRAINING PROGRAM REQUIRES
EIGHT HOURS CLASSROOM.
At one time, Ed was the Weld Manager for the North American
ABB Robotics Division. He was the first person in North America to establish Robot
Weld Process Control Training. During his 40 plus years as a weld process control
expert, Ed has assisted hundreds of companies in 13 countries in attaining robot
MIG, TIG and flux cored weld quality and productivity optimization. In the last
two decades, Ed has resolved numerous Motorman, Fanuc, OTC, Cloos, Panasonic
and ABB robot weld quality and productivity issues.
Robot Weld Quality - Productivity - Rework parts < 4 mm.
When
robot welding thin gage applications avoiding weld burn,
attaining consistent weld fusion
and minimizing distortion are important
to decreasing weld rework. For
thin gage welds, you can utilize 4 common weld transfer modes, short circuit,
globular, low spray data or pulsed. The issue many weld decision makers have,
is which is the optimum weld transfer mode and which are the optimum parameters
and weld consumables for those carbon steels and stainless gage welds. Instantly
select the correct robot weld data for any thin application. The easy to remember
data was developed by Ed to attain optimum weld quality with the highest possible
robot weld productivity.
 Robot Weld Quality - Productivity - Robot Weld Quality - Productivity -
Rework on
parts > 4 mm.
Robot spray transfer and pulsed transfer welds on parts > 4 mm
to any thickness requires unique weld fusion and weld deposition
considerations. Ed
established the robot weld data for the world's largest trucks manufactured by
Caterpillar and set optimum robot data for the world's biggest selling truck frames
the Ford F150.
Ed has set robot welds on ships, boiler walls, trains, pipe lines, oil rigs, farm
/ construction equipment etc. and established optimum robot welds with most major
auto and truck part suppliers in twelve countries.
ROOT
CAUSES OF ROBOT DOWN TIME AND THE REQUIREMENTS FOR CONSISTENT OPTIMUM WELD PRODUCTION.
The robot weld production - cost data that's presented in this program is extremely
beneficial as few robots achieve
their true daily weld production potential. Being
aware of the factors that influence your robot down time and weld production efficiency
potential and providing instant solutions to the many daily robot weld problems,
will have a dramatic impact on your weld quality and production costs.
Once you present this program, typically you can anticipate a 20 to 50% increase
in your daily robot weld productivity.
Process
Control training provides the ability to provide resolutions to weld issues. With
a few hours exposure to this animated CD program, your employees will have the
ability to provide instant solutions to things like:
[]
Robots and Lack of Weld Fusion.
[] Robots and LAvoiding Weld Burn Through.
[]
Robots and Weld Start Issues.
[] Robots and Optimizing Weld Tie Ins.
[]
Robots and Avoiding Wire Burn backs.
[] Robots and Minimizing Contact Tip Issues.
[] Robots and Weld Crater Issues.
[] Robots and
Weld Arc Start Instability.
[] Robots and Inconsistent Welds.
[] Robots
and Poor Weld Profiles.
[] Robots and Weld Spatter.
[]
Robots and Weld Porosity.
[] Robots and Weld Undercut.
[] Robots and The
unique requirements for attaining high deposition and high speed welds.
[]
Robots and The unique requirements for multi-pass welds.
[] Robots and Solutions
to Variable Gaps.
[] Robots and Process solutions to Part Dimension Inconsistency.
Reduce liability concerns. Minimize weld rework. Optimize weld productivity:
|
Many
companies will purchase two robots to produce weld production that could be attained
from one robot. Most companies are not aware of the real weld deposition rates
per application and the robot speeds that could be attained and few companies will establish the process
controls necessary to ensure consistent daily weld productivity with minimal robot
down time. This training provides your employees with the process knowledge and the
confidence they need to daily attain maximum weld productivity without robot down
time.
 INSTANT
ROBOT MIG INSTANT
ROBOT MIG
WELDING BENEFITS:
When
all your weld decision makers know how to fine tune and set optimum robot MIG
weld data, the weld quality / productivity results will be both immediate and
dramatic.
No more weld trials to find optimum weld data, equipment
or consumables. No more time wasting playing around
with weld controls. Imagine the benefits of having employees with the ability
to instantly apply optimum process data that will ensure minimum downtime, minimum
rejects and minimum weld rework. When those robot weld problems occur, you
can call a team meeting or watch your trained workers instantly react with the
correct weld process resolutions to the weld issues.
 Bring
all your weld decision makers to a training room. Place this CD in Bring
all your weld decision makers to a training room. Place this CD in
a laptop.
Project the program to the screen. In eight hours everyone has the necessary robot
MIG data to establish Best Weld Practices and implement Weld Process Controls.
The results are immediate.
[]
No more personnel playing around with the robot MIG weld controls.
[] No more
exasperating meetings discussing weld issues that never seem to get resolved.
[]
A dramatic reduction in robot down time.
[] Less concerns for product liability
weld issues.
[] Be aware of the real world part and weld gap tolerances for
all robot MIG welds.
[] When you have personnel using unique weld data and
techniques that are focussed on attaining consistent weld fusion and minimum weld
quality issues, the results are minimum
weld rejects and weld rework.
[]
With every weld you will ensure maximum weld deposition rates and the fastest
possible robot weld speeds.
[] Reduce the influence of sales and vendor advice
and provide
logical justification for MIG equipment and consumables.[] Your weld personnel
will have the resources to establish
highly cost effective, uniform Best Weld Practice for any plant and provide highly
effective Weld Process Controls for each robot cell.
Think
of the benefits of working in a manufacturing weld shop environment in which best
practices without sales bias and optimum robot weld process controls are established.
Your product liability concerns are reduced, and all the weld decision makers
take a uniform, professional, practical approach to the daily attainment of optimum,
robot weld quality and productivity.
Note:
As this CD program simplifies process controls, and presents the answers to the
majority of questions that could be asked, the person presenting the program needs
no weld process control expertise.
 [Item 2b]
The Training Book. [Item 2b]
The Training Book.
"Manual
/ Robot MIG Welding Process Controls"
Written
by Ed Craig. (170
pages).
For
more Information, click here.
This
is a self teaching manual and Robot MIG Weld Process Control Training book. This
book presents Ed's unique, process control
Clock Method which provides a simple, highly effective approach to the selection
of optimum MIG parameters for any robot carbon steels, alloy steels and stainless
applications. This
book is an essential tool for MIG weld quality / productivity optimization and
a great resource for those participating in this training program.
[Item 2c]
The Training DVD film.
"Manual
MIG Process Controls Made Simple".
Produced
by Ed Craig. (Runs 60 minutes).
Remember
"a picture is worth a 1000 words. This DVD is a great visual tool in the
presentation of the simplification of optimum, CV MIG parameter selection using Ed's Weld Clock Method.
This
unique MIG training DVD has been purchased by hundreds of companies in 14 different
countries. Companies such as GM, Caterpillar, Case, Ford, Volvo, Tower Automotive,
Magna, Dana, ABB, Babcock, Boeing, Delphi, TRW, Monroe, Johnson Controls, Textron,
Genesis, General Dynamics, General Electric and numerous others.
Ed
took over 3000 hours to develop
this unique,
Robot Process Control Training Program.
Item
2a-b-c.
Total cost $395 .
To order item 2
Click here
E-mail:
From Ryan at Dana Corporation USA:
 Ed,
I wanted to send update about that E-Town plant that you visited a few years ago:
As you know on your first visit to this plant, our robot lines were producing
less than 40 truck Ford F-150 frames per-hour and
the majority required extensive weld rework. Thanks to your robot weld process
control / best weld practices training program the results from our employees are today
staggering. Yesterday this plant hit very close to a record of 76
frames jobs per hour. We daily attain our
average goal of one frame per-minute. We had two recent weld audits. One weld
audit had a total of two failures, and the 2nd weld audit was the first 100% pass
weld audit in the history of the F-150 line. Ed,
I wanted to send update about that E-Town plant that you visited a few years ago:
As you know on your first visit to this plant, our robot lines were producing
less than 40 truck Ford F-150 frames per-hour and
the majority required extensive weld rework. Thanks to your robot weld process
control / best weld practices training program the results from our employees are today
staggering. Yesterday this plant hit very close to a record of 76
frames jobs per hour. We daily attain our
average goal of one frame per-minute. We had two recent weld audits. One weld
audit had a total of two failures, and the 2nd weld audit was the first 100% pass
weld audit in the history of the F-150 line.
Many
thanks Ryan Good. Dana
Corporation.
2007: Update from Ryan. Hey Ed:
Just thought I would drop you a line and let
you know that in the beginning of April we will be working on switching over the
5th Dana plant to ther process recommendations of an 0.040 wire and the traditional
spray mode, instead of the 0.052 (1.4mm) wire and using the Rapid Arc (Lincoln's pulse program).
Thanks again RG.
E-mail
From: Tom Plummer. Tenneco USA:
Good
afternoon Ed.
Tenneco
has plants all over the world. We have been very enlightened by your " Robot
MIG Weld Process Control" training materials " We are slowly implementing
your process control and best practice concepts to the shop floors.
E-mail.
From Jose Ignacio Moreno. Johnson Controlls. Spain.
Ed.
I work as manufacturing engineer in Johnson Controls Alagon (Spain). We mainly
build car seat structures. And we have some robot welding cells. Last week I received
your robot process control material, which I've been reviewing. I find it really
interesting and practical.Your approach to weld process control is unique and
it certainly works. It seems you have been in our company, as most of the robot
MIG weld issues you address are part of our every day work. Thank you JM.
E-mail
From Marcus di Sabella Magnaflow.
CA.
Ed, I just received your robot process
control materials and within five minutes of skimming I found many flaws in our
weld techniques and process data. These materials will be very helpful to our
organization! Thanks for your expertise and prompt service!
Process
Engineer.
Car Sound Exhaust System, Inc / Magnaflow Performance Exhaust.
Rancho
Santa Margarita, CA.
E-Mail:
Ed
your
story of reading weld literature and finding it was not as it seems inspired me
to do the same. Over the last three years all I have done and continue to do is
read from a variety of welding resources. So this past week I have focused my
study on the "hands-on" practical aspect. Its amazing what you learn
from having your nose in the arc rather than observing from out side a fence.
Tonight thanks to your books and training resources I was able to
figure out how you achieved robot speeds of 70 to 100 inch/min in the spray mode.
As per your instructions I found a gas diffuser that was shorter than our common
ones. I then took your advice from your WELD MANAGEMENT AND ENGINEERS book and
cut about a 6 mm off the end of a tip. With having the tip recessed in to nozzle
allowed for a longer stick out dropping the amperage but still within the spray
range. The longer wire stick out permitted me to run higher WFS (deposition rate)
without the extra amperage that would cause unwanted weld defects like weld burn
through. The spatter was minimal and easy to remove. Also the recessed tip and
diffuser were spotless. A
Ed
Thanks for your contribution to my weld education.
Matt Finn. USA.
This
program is applicable to all types
of robots and weld equipment.
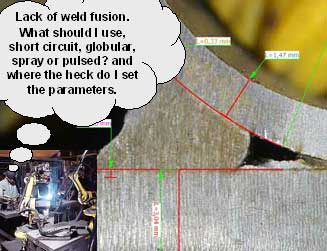
 The
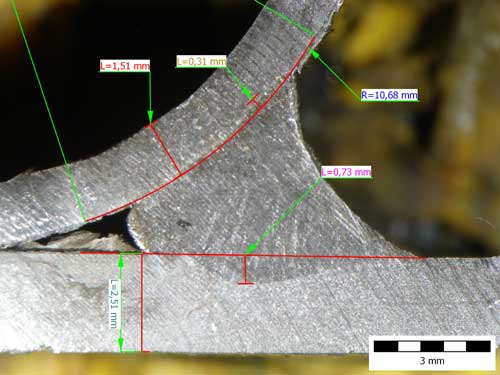
Weld Issue. The macro of the weld on the right indicates lack of MIG weld
fusion when robot welding thin gage 1.5 to 2.5 mm carbon steel parts. The
Weld Issue. The macro of the weld on the right indicates lack of MIG weld
fusion when robot welding thin gage 1.5 to 2.5 mm carbon steel parts.
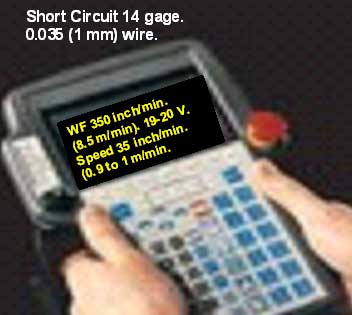
The
robot weld data used was a typical short circuit setting. The 0.035
(1mm) wire feed was set at 280 inch/min, (7 m/min). 170 amps. 18 volts. The weld
travel rate was 20 inch/min, (0.5m/min).
The weld gas was argon - 15% CO2.
As
an experienced weld decision maker you know you can improve the weld fusion by
changing the 0.035 wire weld parameters to the following....
[a]
Set the highest attainable short circuit weld settings.
Provide
Wire Feed____ Amps____ Voltage ____ Travel Rate____
[b]
Set a higher energy controlled globular transfer weld settings.
Provide
Wire Feed____Amps____Voltage ____ Travel Rate____
[c]
Set the start point of spray transfer parameters and change the gun angle.
Provide
Wire Feed____Amps____Voltage ____ Travel Rate____
[d]
Change the weld wire to 0.045 (1.2mm) and set suitable pulsed
parameters that
will not burn through.
Provide
Wire Feed____ Amps____Voltage ____ Travel Rate____
The
above required weld settings tell you the importance of process data awareness.
This resource will give you and your organization, the ability to make "playing
around" with weld data an obsolete function in your organization.
Don't
play around with your robot weld controls and settings,
provide
instant solutions and avoid weld defects.
Ed
set the robot welds for Volvo Cabs, Corvette, Harley and Ford 150 truck frames.   
[]
Robots and Weld Rework: It's typical in many plants to find excess weld rework
required for those robot welds. This program identifies the root causes of weld
rework and deals with all the major issues that impact weld quality and rework.
[]
Robots and Weld Defect Prevention. All the common weld defects are covered
and the robot process control data is provided to ensure your defects are minimized
and weld rework in minimum.
[]
Robots Weld Deposition Rates and High Speed Welds: This training shows you how
to always attain the maximum weld deposition rates and provides the data necessary
to attain the highest possible
robot weld speeds.
[] Robots and Down
Time. High robot speeds and production efficiency become meaningless when the
robot spends 30 minutes to 120 minutes minutes per-shift in down time. For every
issue that causes down time there is a resolution presented in this program
[]
Robots and MIG Equipment: The training cuts
through the sales bias of weld equipment and makes you aware of why Inverters
and Pulsed MIG equipment can enhance weld quality on some applications and may
have dramatic negative weld quality impact on other applications.
[]
Robots and
Weld Process Calibration: Few global robots have received correct robot / power
source calibration. In attaining consistent daily weld quality and production
performance the contractual requirements of calibration are provided and need
to be understood by engineers and managers.
Ed
set this robot to weld a 40 diam pipe.

1980s
to early nineties:
[1] Ed was the first
person in North America to set a robot to weld all position flux cored weld for
a 40 inch pipe line.
[2] Ed was also the
first in the world to set ASME qualified robot pulsed MIG
welds for the difficult task of welding boiler pipe to headers. Customer was ABB
Combustion Eng.
[3] Ed was the first person
in the world to set on site, robot Inconel / stainless pulsed MIG clad welds inside
a water wall boiler.
[4] Ed was the first
person in the USA to set a "multi robot line. 4 robots" to successfully
MIG weld a large aluminum part. (golf car frame)
In
the early nineteen nineties,
Ed established
the multi-robot pulsed MIG data, for these aluminum golf cart
frames.
For the best in robot weld quality consider TIP TIG.
Note:
As Ed has a reputation for weld process control simplification.
The weld decision
maker who presents this presentation needs
no robot weld process control expertise.
Visit Ed's MIG Welding and Flux Cored Training Materials.
|