|
At www.tiptigusa.com, you will find a weld process that always produces superior weld quality than TIG, and is 100 to 500% faster. |
Welcome to the world's largest web site on MIG , Flux Cored and TIG. Weld Process Controls & Best Weld Practices. To get to the root cause of MIG & Flux Cored weld issues, requires Weld Process Control - Best Practice Expertise, & lots of Weld Reality. The site provides the MIG - Flux Cored and TIG weld information and data required to attain the highest possible manual and robot weld quality, always at the lowest possible weld costs.
This web site was first established in 1997 by Ed Craig. Contact Ed. ecraig@weldreality.com
MIG Equipment Facts. Part Two.
There were decades of weld process control ignorance and weld sales influence, and then they introduced robots and pulsed MIG.
.
<2005: Ed. I am reading pulsed MIG literature from the different weld equipment manufacturers. The different wave forms and pulsed MIG arcs sound fascinating and of course many welding / application promises are made. My question is this. How much should I rely on the pulsed MIG data that I am reading?
Ed's Answer: If you were reading about pulsed MIG MIG equipment made before 2006, the information on the performance and benefits of this weld equipment may be as reliable as what you get on a used car lot, or as reliable as the above headlines provided in 2006 by the world's largest newspaper, USA Today.
WHEN A WELD EQUIPMENT MANUFACTURER CANNOT MAKE IT'S SOPHISTICATED, ELECTRONIC MIG EQUIPMENT, WELD COMMON APPLICATIONS BETTER THAN IT'S LOWER COST, MORE DURABLE CV MIG EQUIPMENT, THE EQUIPMENT MANUFACTURER MAY CREATE A SALES MARKETING STRATEGY IN WHICH THEY CONFUSE THE POTENTIAL MIG WELD EQUIPMENT CUSTOMERS WITH BOVINE FECAL MATTER.
EXAMINE THE UNIQUE LANGUAGE THIS GENERATION OF WELD EQUIPMENT DESIGNERS AND MARKETING PERSONNEL USE TO DESCRIBE THEIR ELECTRONIC MIG EQUIPMENT.
Folks, for only $12999, this unique, new pulsed MIG power source provides;
[] ARTIFICIAL INTELLIGENCE.
[] FOZZY DE-WOOZZY PULSED.
[] SOFT AND HARD PULSED.
[] TRIPLE PULSE ON PULSE.
[] AC ON TOP OF DC PULSED.
[] DYNAMIC RESPONSE PULSED.
[] ETHERNET CONTROLLED PULSED.
[] 4 MILLION WAVEFORMS.
[] PALM PILOT PULSED CONTROL, (IN THREE DIFFERENT COLORS).
[] REMOTE CONTROL FOR THE PULSED WELDER.
A little weld reality. The optimum spray fillet on the right, was made from a simple, two control, CV, $2500, MIG power source. The inferior pulsed weld on the left, was made with the same wire feed rate and a $12,000 pulsed power source.
Power Point from Ed's MIG process Control Training CD program
The only problem with a CV. $2000 - $3000 MIG power source, is minimal profits are generated for both the weld equipment manufacturers and the weld distributors.
THE WELD BENEFITS OF ELECTRONIC BELLS AND WHISTLES ON PULSED MIG EQUIPMENT CAN SOUND IMPRESSIVE TO WELD SHOP MANAGEMENT AND PERSONNEL THAT HAVE NO OWNERSHIP OF THE EQUIPMENT ON THE WELD SHOP FLOOR.
2006: Twenty pus years after its introduction, we are now seeing one or two reasonably priced pulsed power sources that can provide minimal yet unnecessary weld benefits for carbon steels and stainless MIG applications.
Note: In the future, there are three applications that will see real world weld benefits from pulsed, automated weld cladding, automated 5G pipe welds and aluminum applications < 4mm.
2007. I checked the pulsed equipment sold in the USA and I still find that the most expensive pulsed equipment available to weld carbon and alloy steels still offers minimal benefits in contrast to the MIG equipment that costs 300% less
2008. A PRIMARY PROBLEM FOR MANY WELD DECISION MAKERS IS SORTING OUT WHICH MIG EQUIPMENT PROVIDES WELD BENEFITS AND WHICH EQUIPMENT DOES NOT.Note: For those managers, engineers and technicians that would rather optimize MIG and flux cored weld quality and productivity from low cost MIG equipment, all you need is the information in Ed's weld books and process control CD training resources.
And the best MIG power source for
all position E71T-1 gas shielded, flux cored wires is?
In contrast to Inverters, Multi-process MIG machines and Pulsed
MIG equipment, that regular, low cost, CV, MIG power source will
always provide superior, all position,"gas shielded flux cored welds".
A WISE MANAGER LEARNS FROM THE WELD MANUFACTURING PAST

.jpg)
<2004 WITHOUT QUESTION, THE WORST MIG EQUIPMENT SOLD
IN AMERICA CAME FROM PANASONIC AND MOTOMAN:
A friend of mine is in charge of Robots at one the largest Honda supply plants in the USA. He had over 200 robots all struggling with Panasonic induced weld issues. He will attest that the < 2004 Panasonic pulsed MIG weld equipment represented some of the most illogical, inconsistent, erratic weld equipment he has ever had to work with.
In the many plants that I was asked to resolve robot weld issues, I used to squirm when I saw the Panasonic pulsed MIG equipment, as I knew that in many cases the weld issues in the plants would not be optimized till the weld equipment was replaced.
As the Panasonic MIG equipment is popular on Panasonic robots sold in North America, I thought I would spend some time evaluating what the Panasonic Pana Star AA2 - AA11- 350 and the HM 500 power sources had to offer. The following is a description of a verbal event that took place at an AWS weld show. The conversation is not word for word, however it represents the true content of the discussion.
The Panasonic sales rep provides his sales pitch at the AWS show, "Ed this dip pulsed power source is really unique. The power source provides "artificial intelligence". He continues.
"This power source is constantly analyzing the pulsed arc output weld data and making weld parameter corrections for the arc. In contrast to most other MIG equipment, this pulsed power source provides superior control of the weld penetration". The just out of college sales rep continues, "Ed, you may not be aware that with the earth quakes in Japan, " weld penetration in that country is now a prime issue".
The Panasonic sales rep was in his twenties and keen to provide me with weld advice and startling revelations about Japanese weld penetration issues. If you are new to this web site please keep in mind, I have worked with the MIG process for 40 plus years and with the pulsed process close to 25 years. When I first started evaluating pulsed equipment the Panasonic rep was approx. three years old, this did did not stop this rep from trying to educate me on the subject of welding.
The Panasonic rep then told me "that one of the things that effects pulsed weld penetration is when the pulsed arc length changes, as the arc length is shortened the pulsed drop may not be allowed to form without a short circuit interruption, this therefore effects the pulsed arc stability and consistency of the weld fusion attained" This poor sales rep did not realize that the problem he described had been a major issue with his equipment since it was introduced into the USA. He also did not realize that his artificial intelligent weld equipment that sat proudly on display at the weld show would reveal that it still could not provide a consistent pulsed weld arc especially on small weld cycle times.
WHY WOULD ANY WELD SHOP ACCEPT A MIG WELD POWER SOURCE THAT;
[A] PROVIDES INCONSISTENT, ERRATIC POOR WELD TRANSFER PERFORMANCE?
[B] GENERATES CONFUSION FOR THE USER,
[C] COSTS 100 - 300% MORE?
[D] MORE DIFFICULT TO REPAIR?
[E] HAS A MUCH SHORTER LIFE?
IF YOU HAVE SPENT MORE THAN 20 MINUTES AT THIS SITE YOU KNOW THE ANSWERS. IF YOU DON'T KNOW THE ANSWER, ITS FRED ON THE RIGHT.
For the last four decades in ten different countries I have set up more than a thousand different MIG weld applications with focus always on attaining optimum, constant weld fusion and weld profiles that would always be called optimum. The MIG welds I have always produced would be made with traditional, MIG equipment that typically would cost 25% of the price of the Panasonic pulsed equipment.
PANASONIC AND THE POOR WELD GRAPH: This oscilloscope chart shows voltage (red) and weld current (black) fluctuations taken by a frustrated Canadian weld engineer. He was frustrated because his Panasonic MIG equipment lacked the ability to produce two parts with the same weld appearance and fusion. The pulsed equipment was a Panasonic AA 11- 350.
Note on the chart. The dramatic swings of unstable prime weld parameters, with both volts and amps frequently hitting zero, this was too common an occurrence with many pulsed power sources built up to 2006.
The MIG welds I produced in 1960 and the MIG welds I will produce for companies in 2015 with with the little changed, traditional, low cost, durable, CV. MIG equipment, could pass
with process expertise, any global FILLET weld code requirement.
For over ninety nine percent of conventional manual and robot MIG welds on carbon or low alloy steel applications > 4 mm, you simply do not require a sol called Intelligent power source that provides a so called special ~~~Wave Form or unique Ripples~~~.
The traditional MIG equipment I have always utilized, was not electronically "intelligent", however when I provided weld process control training to tthe weld decision makers, you could assume that at the weld process control course completion, the weld personnel were "Process Intelligent" . These people were nd trained to make optimum MIG or Flux Cored welds with out playing around with controls and using unsophisticated MIG equipment.
The traditional MIG equipment I have utilized for 50 pluse years did have an unusual 50 year old electrical attribute common to all CV equipment. During the weld the CV MIG power source thanks to an optimum slope out put, instantly responds and makes a controlled current correction for the wire stick-out changes, (arc length variations).
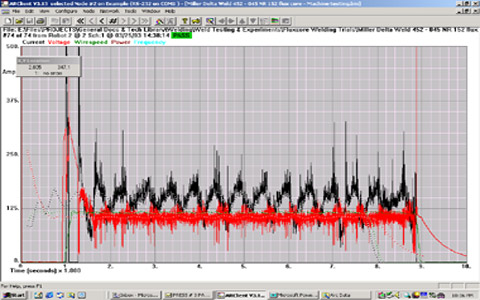
Note with the left weld output oscilloscope, the traditional, lower cost CV, weld Amp - Volt stability, in contrast to the right graph where the same weld wire and similar weld parameters were used with the very electronic Panasonic AA 11-350.
Before purchasing your next power source, spend
a little time on the subject of weld process controls.
When asked for his opinion on weld fusion, and spray
versus pulsed, Albert might have said the following.
"Constant weld energy attainable from CV spray transfer is of course logical for consistent weld delivery and constant weld fusion. Wheras the inconsistent weld energy from the peak to back ground current of a pulsed power source will of course on certain applications lead to inconsistent weld fusion.".
< 2006 ARC LENGTH SENSITIVITY FACT:
In contrast to the pulsed mode in which one weld droplet per pulse cascades hopefully undisturbed across an arc gap, the traditional MIG spray weld transfer is "less sensitive to arc length variations" The simple reason for this is the spray transfer stream and does not require the formation of individual weld droplets to achieve optimum weld transfer.
In the pulsed mode, as the pulsed arc length shortens, the wire tip to work distance decreases and the pulsed weld drop will be eventually be disrupted as its in contact with both the positive wire and negative weld. This short circuit arc disruption can reduce the consistency of both the pulsed weld droplet transfer and weld fusion potential. Remember also this process spends fifty percent of it's time in a low back ground current of less than 80 amps. In contrast with traditional spray transfer, an arc length reduction has minimal impact on the delivery of the more consistent energy, spray transfer weld stream. With carbon steel welds particularly on metals > 5 mm when you want optimum and consistent weld fusion you figure out what process you should be using.
2006 NOTE: WITH CARBON STEELS AND HIGH DEPOSITION MIG WELDS DEPOSITED OVER 12 LB/HR, VIEW THE GREATER CONSISTENCY OF THE WELD TRANSFER AS EVIDENT IN THE SPRAY WELD SURFACE ON LEFT, VERSUS A 2006 PULSED WELD SHOWN ON RIGHT. PART OF THIS PROBLEM IS WITH THE PULSED WE HAVE THE INCONSISTENCY OF THE TRANSFER AND INSUFFICIENT CURRENT FOR THE WELD MASS:
The energy and configuration of a traditional MIG spray transfer plasma can also be superior to the pulsed MIG plasma reference the potential weld fusion profiles (side wall fusion) attained.
I did not get into a MIG arc plasma physics characteristic comparison with the Panasonic rep, as I know it would have been time wasted, any way he was to busy giving me welding advice.I however I did ask the Panasonic rep a simple question on the pulsed wire feed range. I said "does your intelligent power source provide a practical measurable benefit like extending the traditional MIG spray transfer wire feed range so that we can weld faster with a robot"?
The Panasonic rep instantly developed the infamous "weld glazed look", paused a few seconds, then replied. He stated he was not qualified to provide an answer. This was the first real thing he said to me after thirty minutes of verbal diarrhea.
In 2006 and 2007 you too may be lucky enough to have discussions with some rep that wants to discus the attributes of pulsed MIG equipment artificial intelligence, yet it's likely this same individual will not know the weld deposition rate of a spray MIG weld made with an 045 wire at set at 450 ipm.
The Panasonic pulsed verbage again proves that when it comes to welding, "seeing the actual weld, is always mightier than the salesman's word".A few years earlier, at my first introduction to the Panasonic pulsed power source. I had a two hour lesson from another Panasonic rep that must have had least twelve months weld experience. This rep told me what he thought was the unique electronic benefits in his companies pulsed power source. In that time period the Panasonic power source was designed (or was it marketing strategy} to minimize the so called "ripple weld current output". Now keep in mind in that time for 30 plus years I had MIG welded with traditional CV weld equipment, yet with all the trillions of ripples I must have produced I have never produced a bad MIG weld or a weld with spatter issues. So you can imagine my surprise when I heard from Panasonic about the bad influence of the Panasonic "ripple output" .
TO ~~~RIPPLE~~~ OR NOT TO RIPPLE,
A PANASONIC WELD QUESTION?
At the time of the Panasonic ripless power out put, I compared the rippless Panasonic power against a Miller DeltaWeld, which was a traditional, lower cost CV power source.By the way as this Panasonic was talking about ripples anyone could have put an oscilloscope on the Panasonic power source and see something that was much more of a concern than ripples. The Panasonic power source voltage (red) and current (black) was all over the place. The bottom line the standard, lower cost CV Miller power source (as shown above) proved to provide superior arc stability, more consistent weld energy and welds on > 0.125 that have a superior appearance.
Seven years later at another AWS show, I noted that the latest and greatest Panasonic Power source was using an 0.045 (1.2 mm) wire.
I asked the welder doing the Panasonic demo to set the wire at the traditional high spray transfer setting of 500 in./min. I noted while he was welding that the resulting pulsed arc plasma zone was narrow, agitated and the plasma was intense. The resulting pulsed weld had a poor convex profile that likely would have resulted in inconsistent side wall fusion. The bottom line. For the last two decades, when welding carbon steels I have been trying to find real world, practical, measurable welding benefits from the complex costly Panasonic power source and from other similar pulsed equipment, here today in 2005. I am still looking.
MILLIONS OF PULSED WAVE FORMS LATER AND THE SOPHISTICATED ELECTRONIC POWER SOURCES THAT MAKE THOUSANDS OF WELD DECISIONS PER SECOND AND WHAT DOES THE WELDING INDUSTRY END UP DISCUSSING FOR IT'S STEEL WELDS?
FUZZY DE WUZZZY / RIPPLESS / POWER THE WAVES / DIP-DE - PULSE / PULSE ON PULSED ON PULSE. PULSE ON 1/2 A BLOODY PULSED, ARTIFICIALLY INTELLIGENT, REMOTE WIRELESS CONTROLLED FROM YOUR CELL PHONE OR COMPUTERIZED PULSED WELDING EQUIPMENT.
I CRINGE AT THE THOUGHT OF WHAT THE FUTURE HOLDS FOR AN INDUSTRY THAT HAS BEEN SUCKED IN BY SO MUCH GIBBERISH.
E-mail from Brian.
Aug 2005.Ed: Have you heard that it's impossible to modify Panasonic robot settings to program weld parameters in WFS? which is something you can do with Motoman or ABB robots. Further, since even their newer tach-drive units they don't have any WFS readout or setting, you still can't calibrate the robot in WFS (without a separate device). I've exchanged a number of very in-depth e-mails with Panasonic on these two closely-related issues during the last 10 months. Currently Panasonic seems incapable of grasping the facts that calibrating in AMPS inherently introduces inaccuracy and cell-to-cell variations that strongly inhibit establishing a continuous improvement effort in high-level optimizing of parameters. Programming in AMPS lies to the programmer about what he's adjusting, masks the whole balance of joint-fill-volume vs. travel speed, and makes it more difficult to teach MIG process troubleshooting and process improvement to anyone.
Going far beyond my professional duty in attempting to assist Panasonic, I have presented several arguments of ironclad logic which clearly point out why WFS calibration would be far more accurate, than AMPS calibration. So far, they still don't get it. And with Panasonic being so devoid of in-depth process expertise in North America, I'm certainly not holding my breath. So far, the only weld engineers I've met who like PFA welding systems are either self-proclaimed welding experts with no degree in the field, or OSU welding engineers who typically wet behind the ears and are incompetent in weld process expertise. Best Regards. Brian.
From Ed's CD Process Control Training Program


Ed's Reply. If you have time to waste and want unnecessary weld complexity in your world, consider a Panasonic robot cell. Brian I brought up the WF and amp issue with Panasonic in the early nineties, unfortunately, when it comes to MIG weld process controls the people I dealt with at Panasonic were sadly lacking expertise on the subject.
You may be interested in a recent experience I had with Panasonic. In January 2006 I was asked to reset the Panasonic robot programs for a company in PA. The Panasonic robots were approx. 12 months old. At this company the touch sensing and through the arc tracking was not working correctly and as usual the pulsed process was not suited to the steel application. I switched the pulsed power source over to the spray transfer mode and with the Panasonic 500 pulsed equipment. To attain 270 amps I had to set 370 amps in the Panasonic robot pendant. By the way I figured for every hour it took for the programmer to make changes with the Panasonic weld and robot data, I could have done the same thing in 15 minutes with an ABB robot. There is only one way to control a MIG weld and that is through control of the wire feed.
~~~~~~~~~
~~~~Burp~~~~
TO FURTHER SCREW UP THEIR CONFUSED CUSTOMERS AND MAKE LIFE MORE COMPLEX FOR WELD SHOPS,
PANASONIC WAS MORE THAN UP FOR THAT TASK?
For it's sophisticated pulsed MIG equipment, Panasonic is proud to claim it provides "Four Million Wave Forms". A MIG Weld Reality. Irrespective of the pulsed or traditional MIG transfer weld modes utilized, once the wire size is selected, optimum welds can be made on every carbon steel, alloy steel and stainless application with "Four simple weld settings".THE PROBLEM IN MANY WELD SHOPS IS THE WELD PERSONNEL DONT KNOW THOSE FOUR OPTIMUM WELD SETTINGS, THEY ARE IN MY Books & Process Control - Best Practice TRAINING RESOURCES.
From Panasonic the "Pana Star AA2" Panasonic increases the power source CPU'S for faster arc response from this artificial intelligent power source. Panasonic claims this Fuzzy logic, MIG power source offers electronic wonders. The weld reality, is the welds this power source produces are inferior to short circuit or spray transfer welds made from a traditional CV. MIG power source that costs 50 to 70% less.
Japanese weld logic and European and USA
weld logic are simply not the same.
[] For weld shops considering the purchase of a robot, remember at the end of the day it's not about the robot or MIG weld equipment electronics, it's about the weld quality and productivity produced.
[] For those companies that do low to medium volume, ever changing steel / stainless weld applications, give serious consideration to the following;
[] When you examine each robot manufacture's product don't get caught up with the bells and whistles and fancy electronic pulsed MIG power source with it's 4 million wave forms. Stay focussed on the MIG power source weld output and communication with the robot, the weld arc consistency at high and low wire feed rates and don't forget the equipment durability.
[] With the robot program, examine the length of time required to both program a part and to make weld changes to the program.
[] With the robot program, examine the ease in which wire feed, voltage or pulsed parameter changes are made.[] Examine the logic in the robot's weld program and the calibration between pendant and power source weld data.
[] Examine the robot's automated tool center point TCP capability and repeatability.
[] Examine the robot's touch sense and through the arc tracking capability.
[] Examine the robot weld weave program, especially the logic of the program.
[] Examine the accuracy and repeatability of the robot with the "positioner".
[] Examine the complexity of programming the robot to work with secondary equipment such as the positioner, a camera or torch cleaning stations.
[] Examine the robot instruction literature, the technical support and service capability.
REMEMBER BECAUSE THE ROBOT YOU ARE CONSIDERING SEEMS TO WORK WELL IN AN AUTO PLANT, THAT THIS IS A LOCATION WHERE THEY THEY MAY RARELY CHANGE THE WELD PROGRAMS AND THIS IS AN ENVIRONMENT THAT TOO OFTEN HAS MINIMAL WELD EXPECTATIONS.
IN A JOB SHOP, CONSIDERATION SHOULD BE REQUIRED FOR THE SPEED AND SIMPLICITY REQUIRED TO PROGRAM DIFFERENT PARTS. ALSO THE ROBOT TOUCH SENSE AND WELD TRACKING CAPABILITY IS A CRITICAL FEATURE FOR MANY APPLICATIONS.
NOTE: IT TYPICALLY TAKES 30 TO 50% MORE TIME TO PROGRAM A JAPANESE ROBOT THAN IT DOES TO PROGRAM AN ABB SWEDISH ROBOT..
.
.
As I am impressed with weld logic, ease of use and performance.
My first choice for a robot would always be ABB.
.
I KNOW THAT LINDE - (UNION CARBIDE) BUILT
THE WORLD'S BEST CV MIG WELD EQUIPMENT.
LINDE VI 252 A LOGICAL, DURABLE CV MIG WELD UNIT.
> 1980s. As with most Union Carbide - Linde equipment, the Linde VI 252 MIG power source and two large size rolls wire feed unit was and still is a gem for and weld shop weld gage to 6 mm. This is the MIG unit that the weld shop could expect to last for at least two decades without problems. This unit had an excellent Slope Out put, provided great short circuit and spray welds. This power source was considered a medium size MIG unit, providing 250 to 300 amps. The wire feed was also a work hors with it's permanent MAG motor and it's two over sized drive rolls. The wire tension and drive on this unit developed over two decades ago is better than any four drive roll units sold in 2015.
COMPANIES WHO CAN GET PAST WELD EQUIPMENT SALESMANSHIP AND PROVIDE THEIR EMPLOYEES WITH WELD PROCESS TRAINING CAN PURCHASE TRADITIONAL, LOW COST MIG EQUIPMENT AND PRODUCE CARBON STEEL / STAINLESS MIG WELDS THAT WILL MEET THE MOST STRINGENT, GLOBAL WELD QUALITY STANDARDS.
E Mail from nick@victoryteam.comHI ED.
MY GOD ITS REFRESHING TO HEAR SOMEONE TALK STRAIGHT ABOUT MY FAVORITE SUBJECT. I USED TO FABRICATE RACE CAR CHASSIS AND IN MY QUEST FOR THE ULTIMATE MIG MACHINE I SELECTED THE MILLER MAXTRON AND THE INVISION. I HAVE BEEN DISAPPOINTED WITH BOTH POWER SOURCES AND COULD NEVER GET ANYTHING NICE GOING ON IN THE PULSED MODES. MY OLD MILLERS WERE SO UNBREAKABLE AND ALWAYS PROVIDED GREAT WELDS. ALL YOU HAVE SAID ABOUT THE NEW ELECTRONIC, MIG EQUIPMENT JUNK, I HAVE EXPERIENCED.
REGARDS AND KEEP UP THE GREAT WORK. NICK.
.
We would not have a variety of substandard weld equipment
if we had good weld management.
GLOBAL WELD MANAGEMENT APATHY.
.
IN THE NINETEEN EIGHTIES, THE WORLD'S MOST SUCCESSFUL AUTO / TRUCK FRAME MANUFACTURER WAS COMPANY LOCATED IN MILWAUKEE, THE COMPANY WAS CALLED "A.O. SMITH".
A.O.SMITH STARTED OUT MAKING CAR FRAMES FOR CADILAC IN 1904. IN 1990s A.O.SMITH WAS THE ONLY GLOBAL CORPORATION TO ESTABLISH ROBOT MULTI-PLANT WELD BEST PRACTICES AND ALSO PROVIDE EFFECTIVE ROBOT PROCESS CONTROLS. THE AO SMITH DAILY ROBOT WELD REWORK FOR THE CAR AND TRUCK FRAMES WAS MINUSCULE AND IN CONTRAST TO MANY ROBOT COMPANIES WELDING IN 2008, THEIR ROBOT MIG PRODUCTION WAS BOTH OPTIMUM AND CONSISTENT.
In North America during the mid 1990's, A.O.Smith had more than 1200 ABB robots which were utilized mostly with Miller Delta Weld 450 equipment and 0.045 (1.2 mm) MIG wires. The majority of the welds produced were made with the spray transfer mode at weld deposition rates that averaged 11 - 14 lb/hr.
Note: IN 2015. THE MILLER CV DELTA WELD 450 IS STILL THE WORLD'S BEST PERFORMING AND MOST COST EFFECTIVE CV MIG POWER SOURCE.
After welding frames for 93 years, around 1997, A. O. SMITH was purchased by Tower Automotive. I have been in many Tower plants, and my experience led me to sincerely believe that the "HANDS OFF, Tower corporate engineers and managers never fully comprehended or appreciated the weld process control expertise that A.O. Smith utilized in the management of its robot weld cells.
Today thanks to typical hands off management that you will find at companies like Tower Automotive and the lawyers we call politicians in Washington, through no fault of their own, American workers are fast loosing their future ability to earn a de
IT'S SAD IN THIS APATHETIC MANUFACTURING ENVIRONMENT THAT AN AMERICAN MANUFACTURING GIANT LIKE TOWER ADDED TO AMERICA'S FUTURE POTENTIAL EMPLOYMENT ISSUES THROUGH POOR MANAGEMENT.
TOWER TOOK A PROUD 90 YEAR OLD COMPANY, AND IN LESS THAN 90 MONTHS BROUGHT THEM TO CHAPTER 11. SO MUCH FOR AMERICAN WELD ENGINEERIG - MANUFACTURING PROGRESS AND EVOLUTION:
IN 2008 THERE WAS NOT ONE GLOBAL AUTO / TRUCK FRAME PLANT OR SUPPLIER THAT HAS COME CLOSE TO ATTAINING THE SAME OPTIMUM DAILY ROBOT WELD PRODUCTION AND QUALITY ACHIEVED BY A.O.SMITH IN 1988.
20I5: BEST WELD PRACTICES AND WELD PROCESS CONTROLS: 50 PLUS YEARS AFTER THE DEVELOPMENT OF MIG EQUIPMENT, THERE IS LESS THAN A HANDFUL OF COMPANIES IN NORTH AMERICA THAT HAVE IMPLEMENTED MULTI-PLANT MANUAL / ROBOT BEST MIG WELD PRACTICES.
2008 WELD COSTS: I BELIEVE THERE ARE LESS THAN 100 COMPANIES IN NORTH AMERICA THAT ACTUALLY KNOW THE REAL COST OF A MIG WELD PRODUCED ON THEIR WELDED PARTS.
ALL THAT'S REQUIRED FOR MANUAL BEST WELD PRACTICES, WELD COST CONTROLS AND ROBOT PROCESS CONTROLS IS FOR MANUFACTURING MANAGEMENT AND ENGINEERS TO TAKE RESPONSIBILITY FOR THE WELD DECISIONS AND EQUIPMENT IN THEIR PLANTS. TRY THESE RESOURCES.
[] Robot management and engineers who are not responsible for the processes they own.
[] Managers and engineers who cannot build steel parts and hold 1 mm tolerances.
[] Designers who don't understand the weld process limitations on their parts.
[] Engineers who produce poor weld fixtures.
[] Managers, engineers and technicians who don't seek the necessary MIG process control education or training.
Lets face it, you don't have to look too far today in a manufacturing plant to find a management or engineers that lacks weld equipment or weld process control "depth". . and in any auto / truck plant, it would not take more than two minutes to find an individual that believes they are an expert on a subject as they have 12 months experience.
MIG has been around for fifty plus years, it has two weld controls. If you are a manger or engineer who cannot understand those controls, you now know what you have to do.
Miller Delta Weld 450.
I believe that for the last few decades. the world's most cost effective, best performing MIG power source has been the Miller Delta Weld 450.
< 2005: When you decide to evaluate a pulsed MIG power source for welding carbon steel and stainless welds, you should compare the pulsed weld results you attain with the the weld resulats from an optimum, CV MIG power source that will cost much less and last much longer..
In many different manufacturing plants in different countries, for close to two decades, I religiously recommended the purchase of the world's best traditional MIG power source, the Miller Delta Weld 450, and never got a thank you note from the folks at Miller.
I took the Delta Weld equipment to Thailand to MIG and flux cored weld 270 ksi armored plate on USA made army tanks. While Miller equipment was not sold in Spain, I encouraged a Spanish auto parts supply company, Viza (Citroen BMW car seats) to purchase the Miller Delta Weld 450 equipment for it's new robot lines. The bottom line is I recommended the Delta Weld equipment for hundreds of manual / robot applications across the USA and Canada and in many countries.
The Delta Weld was extremely well built and unique in that it provided an optimum slope parameter output for both short circuit and spray transfer modes. This durable power source also provided excellent arc starting characteristics. MIG arc starts used to be a common issue especially with Lincoln's MIG equipment. The bottom line the Delta Weld was a durable, cost affective work horse for manual MIG welding and a logical power source to put on robots for all steel welds.
HOW ENGINEERS AT WELD EQUIPMENT MANUFACTURES WHO TYPICALLY KNOW LITTLE ABOUT ARC PHYSICS AND WELD REQUIREMENTS, OR OPTIMUM WELD DATA CAN SCREW UP GOOD MIG WELDING EQUIPMENT.
MILLER, PLEASE TRY NOT TO screw up thAT Delta Weld. Around 1998 or 1999, some individual at Miller, possibly a new electronic engineer or an inexperienced product manager, decided some cost cutting changes could be made to this power source. The Delta Weld changes had a negative impact on the slope output effecting the weld equipment performance. I believe that the person who made the changes probably did not know what the optimum current / wire feed relationship is for the common MIG wires and weld transfer modes, or what the ideal weld current, wire feed relationship is for welding a simple 1/4 fillet with an 0.045 wire. Anyway who ever got their hands on the Delta Weld took a weld giant and created a mundane product readily available at the competition.
COKE SCREWED UP COKE & BOEING MANAGEMENT SCREWED UP BOEING. THE MILLER MANAGEMENT ALLOWED THEIR ENGINEERS TO REDUCE THE PERFORMANCE OF THE WORLD'S BEST MIG POWER SOURCE, THE 450 DELTA WELD.
During 1999, I provided weld management consulting and training services to a company called Omniquip. This company made SkyTraks. At the time Sky Trak used Lincoln MIG equipment. I wanted to improve the welds and the equipment on the shop floor so I has Ominiquip ordered 4 Miller Delta Weld 450 power sources for the companies weld training facility.
Typically the Delta Weld had an excellant slope output and would last for one to two decades without equipment or performance problems. However with these new Delta Weld units, In the next six months this Miller equipment resulted in;
[a] Numerous "wire feed" electronic issues with 3 of the 4 new power sources.
[b] In contrast to the traditional Delta Weld power source, these 1999, 450 power sources, revealed that the weld voltage and current per/wire feed rate (slope output) had been altered. The result was a negative influence on weld fusion potential and on the power source performance.
[c] For low current MIG applications, the Delta Weld power source when using "a low energy argon mix" could now no longer provide low current, consistent arc starts.
Note: A primary weld concern with MIG welding equipment is attaining sufficient weld energy for the wire feed rate delivered. For example the slope output (volt amp curve) is designed to provide a specific current for a given voltage. Also the slope of the curve will determine the amount of weld current change per volt change.
How important is the MIG Volt / Amp / Wire Feed / Weld Deposition relationship?
For example, with a traditional, effective CV power source, when using an 0.035 wire at 210 ipm, delivering 3.3 lb / hr, the CV power source would put out approximately 140 amps and require 17 welding volts. This weld parameter combination provided both optimum LOW weld voltage and current for the short circuit wire feed rate selected. If a power source designer changes the slope, lets say the required short circuit weld voltage for that wire feed position is now 19 volts. As a result of the extra voltage, the short circuit weld droplet size is now larger, more globular and the short circuit weld transfer would be more erratic with excess spatter.
It seems in their quest to add electronic bells and whistles, some MIG power source designers forgot about the fundamental Arc / Slope and Wire Feed relationshipnecessary for optimum MIG weld transfer. When a power source designer makes negative changes to a power source that for decades has been perfect, one has to ask what is the weld equipment manufacturers motive?
[a] Is it weld process ignorance?
[b] Is the need to reduce the weld equipment cost?
[c] Is it the need to add electronic bells and whistles to justify a future power source price increase?
The Miller Weld Power Source Manager told me
that he "plays around " with the MIG weld controls"
While talking to the Miller MIG product manager about the slope performance and the necessary relationship between the wire feed and parameter setting, I noted the Miller manager had a glazed look. That glazed look is one I have seen many times as it was usually on my wifes face when I talked to her about welding.
The Miller MIG power source product manager's response to my complaints was, "he had no problems with the revised Delta Weld 450 power source, and reference the weld parameter / wire feed differences i had shown him, he could not understand my concerns, becuase when he makes welds he just "plays around" with the weld controls till he finds a weld setting he likes.
.
Question. Did the engineers who built the new revised Delta Weld equipment check the revised performance with all the common available argon mixes before sending the equipment out to welding shops?
Question. Did the Miller management believe it was important to hire a MIG product manager who did not understand the MIG process, a man who had to "play around" with the two simple controls on the MIG weld equipment.?Question Did the Miller management believe that when they build products that their customers should test it.
A 2003. MILLER DELTA WELD 450 / 452 UPDATE.
Due to the poor welding performace of the KOBELCO MIG equipment thats usually found on MOTORMAN ROBOTS, in 2003, I had to get one of my clients that uses the Motoman robots to switch over from the KOBELCO 350 MIG power source to a MILLER, DELTA WELD 452. The 452 is basically a 450 power source with a built in interface that can communicate with robots. The 452 unit I tested at this company provided excellant weld performance on this application, the performance that the < 1999 Delta Weld used to provide.
SOMEONE AT MILLER MUST HAVE BEEN TAKING NOTES AT THIS SITE AND QUICKLY MADE THE CORRECTION TO GET THE DELTA WELD PERFORMANCE BACK TO WHERE IT WAS. THEY DID NOT SEND A THANK YOU CARD.
MILLER INVISION 456MP
From Miller. Invision 456MP.Electronics and Weld Mediocrity.
If you have nearly $6000 to waste on poor performance and a poor slope out put, take a look at the Miller Invision 456MP. However If you wanted to save well over $3000 you would bring in a Miller CP 302. Then spend a few $ on my books and Cd process control training resources. With the lower cost Miller unit and process control expertise you will attain the weld quality and productivity you desire..
Miller AUTO AXCESS 450.
I think this next e-mail tells a great story about Miller and weld equipment Bells and Whistles:
E.Mail from Greg. April 2005.
Ed. The following is my experience and my frustration since owning 7 Miller Auto Axcess 450 machines for almost one year. My boss at Magna believes my job is to get the GM robot welded parts out of the door without weld quality or production issues, however with all the Miller issues I have had to put up with, I feel like less like a robot technician and more like an unpaid Miller Weld Equipment Technician. Ed what happened to the good old days when you switched the Miller DeltaWeld on and got through the shift without welding the following issues?
1) We were told by Miller that their Accupulse would weld faster than traditional CV equipment and produce less spatter, (i guess this is what happens when you listen to a salesman),
3) We had excessive contact tip wire burn back issues when using Accupulse. I could not get more than 2-3 hours of production without an arc fault due to a wire burn back. We had lots of evidence of micro arcing on the weld wire.
4) To try and help stabilize the process and also to reduce the tip burn backs, Miller sent us a custom Accupulse program twice. Miller attempted to limit the peak current at the arc start to prevent the micro arcing and tip burn backs. This never worked properly and I still had the burn back problems.
5) I have now updated core system software in these machines 3 times in the short time we have owned them.
6) Finally after taking your advice, I turned off the Accupulse to the CV mode. That Accupulse mode was daily costing Magna excessive production downtime and extensive weld repairs on welds that were unstable.
7) When running in the traditional CV mode we were able to get the travel speeds thirty percent faster 40 IPM than the Accupulse mode.
9) We were getting intermittent "Wire Stuck Alarms" when we did not have wire sticking conditions. Miller's response to this was that there was a timing issue between the robot and the welder causing erroneous nuisance alarms. It may occur if the tip of the wire scrapes on the part after a weld was complete, even though the robot was not stuck and on the way to its next weld or its home position. Miller told me to disable this alarm to avoid nuisance occurrences.
10) We continued having excessive amount of "Arc Shortage Alarms" on the Motorman XRC robots. The Arc Shortage alarms are things coming in from the welder after getting a legitimate arc ignition. The welder was logging an excessive amount of wire feed speed errors for no apparent reason. Each time the welder felt it had a wire feed speed error; it would send an alarm to the Motoman XRC causing the Arc Shortage alarms.
a) Miller ended up turning off the Wire Speed Error alarms in the machine because they felt these alarms were nuisance only causing excessive faults on the robots.
12) On a few machines I had the Inductance set to 60 on a 0-100 scale. Miller's default inductance setting is 30. I did this on short circuit welds to get a better wetting action and better bead appearance. Miller decided to set all the welders at an inductance of 30. They felt that a 60 inductance may have been too high causing harsh arc starts. After turning the machines down to 30 inductance, we had to change the arc start conditions in the robots and reduce the start voltage. I had higher than normal starting voltages when using 60 inductance to prevent machine gun type starts.
13) Millers approach to its numerous equipment issues was to bring in a new pulsed power source, the Auto Axcess 300. My application is on 1.8mm and below down to 1.0mm. We are using 0.035 wire with a 92-8 Ar-C02 gas mixture.
a) Miller told me that the Auto Axcess 450 machines have a peak short circuit starting current of around 700 amps. They felt that this was much too high for an 0.035 wire causing the micro-arcing conditions.
b) The Auto Axcess 300 machines have a peak short circuit starting current of around 500 amps which they felt would be better for welds done less than 200 amps using 0.035 wire.
c) Miller turned down the run-in settings to 50 IPM from the 250 IPM I had set. They wanted the wire to run-in much slower while attempting to strike the arc. I started at 100 IPM when we first bought them and tried various settings between 100 and 275 IPM with no real changes noticed.
d) Miller also set the wire retracts at the end of the weld to 100 IPM for 0.2 sec. This is done at each arc off automatically by the welder to ensure the wire is not touching the part at the next arc strike.
Note From Ed. Greg has the patience of a saint. I believe his company should have replaced the MIG equipment with the 452 and taken Miller to court for the production costs invloved. Miller did not learn from this and keep in mind Magna is likely the worlds largest supplier of auto - truck parts. Scroll down to see that years later the Miller Axcess fiasco continues.
Note from Ed. WANT TO CUT DOWN ON WELD SHOP FRUSTRATION? DON'T BUY ELECTRONIC MIG EQUIPMENT TILL YOU TEST THE HELL OUT OF IT AND MAKE SURE THAT THE MODEL YOU PURCHASE HAS BEEN AVAILABLE TO WELD SHOPS FOR AT LEAST 3 YEARS.
.
Jan 21-2007: E-Mail to Ed Craig.
Reply From Ed:
[1] First as you and I are not electronic engineers, you should consider setting your companies lawyers on Miller for selling equipment that does not function correctly.
[2] Perhaps your managers and engineers could also read some of the info at this site before making important and costly MIG weld equipment and process decisions.
June 2005 E-mail to Ed.
.
From Ed. What's that old song that
has a line, "when will they ever learn"?
Ed having the same Miller Axcess problems in Spain 2008.
The plant in 2008 ordered the Miller Axcess for it's robot cells. Its first problems were arc start and contact tip issues. Sometimes 13 contact tips a shift were being changed. I knew that Miller has known about this problem for at least three or four years and still has not fixed the problem. My client wants to get rid of the new Miller Axcess, however Miller adds to the problem by no longer making the Delta Weld equipment available with a robot interface. By the way what a useless toy the Miller Palm pilot is, its another tool that will ensure people waste the day "playing" around with useless bells and whistles..
Ed's Answer Zhu, The crater and control of the weld end data has been an on going problem for years with this equipment. I have devised unique programming and process solutions for these issues. You will find them in package 4 of my robot process control resources.
Rememeber Miller is one of the better MIG weld equipment manufacturers, Yet with the apathetic Miller management in this time period, it seems they need years or decades before they respond to their MIG equipment issues, and usually without recalling their faulty products and rarely informing their customers The bottom line as its always been, the weld shops pay the price for the poor weld equipement produces. Boy I hope in the next life I can keep this weld expertise and be reborn as a lawer, because I know many companies that have lost millions due to weld equipement problems. Just to show you how long this Miller BS has been going on, take note of this Auto Axcess email in 2013.
Jan 2103:
E-Mail. Ed. We have had arc end weld issues with 2 Miller Auto Axcess 450 D.I's in a dual arm Motoman cell since the insallation. It seems the Auto-Axcess Sharp-Start routine is causing small explosions at the weld ends. These explosions can be heard and seen as little balls of molten metal shoot out of the cell at the arc ends and some times cause micro crater cracks little "snowman" looking eruptions that have to be ground off and manually repaired. We needed assistance se we called in the Miller rep.When the regional Miller rep came to our plant he first blamed the weld wire. Then he blamed the gas mix, the gas flow rate, the weld voltage, wire feed speed and the wire stick-out. He then blamed the raw materials we were welding and then followed with we should change all the weld schedules from DC Spray Mig to AccuPulse. With nothing working for this joker, he finally he decided that thee smooth drive rolls on the metal-cored wire was the problem. More to the point, I asked repeatedly if he could turn off the Sharp-Start and auto burnback "features" he said we would have to talk with the Miller Engineer responsible for the Auto Axcess line.
Do you know what we need to do to disable these "special features" so I can use normal crater fill and burnback techniques? By the way we weld only 3/4" Hot-Rolled plate and its a railroad application. All the robot welds are in the 2F position, 3/8" single pass fillet.
The gas and voltage lets us burn through the mill scale pretty well and we have used these parameters for years in manual welding with regular CV equipment.
Our weld data is as follows.
Wire: Select-Arc Select 70C6 .062.
WFS: 330 IPM.
Voltage: 28.5.
Gas: 80Ar/20Co2.
Flow Rate: 40 - 50 CFH.
Wire Stick-Out: 3/4 - 7/8
Travel Speed: 40 cm/min
Thanks In Advance. Jeff Christensen. Mfg. Eng. Progress Rail Services.
THE MILLER CONTINUUM.
USA 2015: Its 2015, in contrast to the lower cost, more durable Miller CV >350 amp CV unit that will cost approx. 50% less, we now in 2015 have the Miller Axcess evolution and its called The Continuum. With this so called advanced pulsed MIG unit, we have yet another Miller power source that could not provide me any real world weld benefits for the vast majority of steels, low alloy steels and stainless welds,
Don't waste money on bells and whistles, use these process control self teaching / training resources that cost $300, and instead of wasting money on that >$7000 advanced MIG power source, you can save $3000 and attain the same weld quality and productivity.
Where the hell has the weld current gone
?
Miller Invision, XMT or Accupulse.
What happens when you use the regular short circuit or spray transfer MIG modes with this equipment? Inverters, pulsed and multipurpose CC/CV MIG equipment typically provide a steeper slope than traditional CV equipment, restricting the typical weld current output. The current reduction from this equipment can result in sluggish welds (poor weld fusion) or welders welding in the globular mode when they should be in spray transfer. If using this equipment with low energy argon - oxy or argon < 9% CO2 mixes, these gas mixes as you know require low weld voltages and will further lower the potential weld current output.
WELD EQUIPMENT COMMENTS.

ESAB Aristo 450. This multipurpose pulsed inverter provides two different features worth evaluating. The power source has a built in water circulator for water cooled guns. It also has if you feel you need one, an "arc data monitor" The Bottom line. This MIG power source provides good weld characteristics, however for 99% of your welds you will never need most of the bells and whistles found on this costly equipment.
MANUAL OR ROBOT WELD POWER SOURCES DO NOT REQUIRE "ARC DATA MONITORS". WELD SHOPS HOWEVER DO REQUIRE WELD PERSONNEL WHO HAVE WELD PROCESS EXPERTISE AND WELD MANAGEMENT WHO BELIEVE IN EQUIPMENT OWNERSHIP, BEST WELD PRACTICES AND WELD PROCESS CONTROLS.
ABB Robots and ESAB Arcitec Weld Issues.
Robot Welds on Ford
6061 Aluminum Car Seats.
During 2000, I was requested by an engineer at VAW a tier one supplier to analyze the welding performance of their ABB robot and ESAB Arcitec welding equipment. This plant produces extruded aluminum parts. The aluminum welded car seats were for Ford. The car seats and parts required small welds which were made on thin gage 6061 aluminum.
Since the installation of the robot cells, continuous production of optimum weld quality parts has been impossible due to the issues documented in this report. Weld reject rates averaged sixty percent and the robot down time per hour averaged 20 to 30 minutes. To see the rest of the story, click here.
From Cleveland or the land of Lincoln.
The "Power Wave"..
LINCOLN POWER WAVE ISSUES. It's only fitting that my last weld consulting job in the year 2000, would be working with Lincoln pulsed MIG equipment at a GM plant in Ohio.
The job was simple. A new multi-million dollar production line set up to automatically MIG weld torque converters. The weld problems generated on the lines created, a 4 - 8 % leak rate from the 1000 MIG welded parts produced daily,
What I found interesting about the costly, high volume installation that had two weld production lines using six Lincoln Power Wave power sources, the lines were not yet in the full production mode, yet the plant engineers informed me that four of the six Lincoln pulsed power sources had already been replaced.
Two days into my visit, after switching the erratic pulsed mode off, I used a different wire size and set the torque converters welds to spray transfer mode. The weld reject figure was reduced to "0%" and as a bonus I gave the GM plant 25 % more production. If the lower cost, traditional, more durable Lincoln CV 400 power sources had been purchased, the weld problems would not have occurred and several GM engineers would today would have more respect for Lincoln and it's red welding equipment. By the way when making those changes on the converter lines, not one GM manager showed any interest.
.
An E-mail sent to Ed Oct. 2002.
I work in the US in an automotive parts plant that manufactures components fora Japanese company. We continuously have problems with internal weld porosity. The porosity is not visible from the outside of the weld but when you grind the surface away the welds are full of it.
We are MIG welding the galvanealed materials and we have exhausted all efforts to eliminate the porosity. We use a Lincoln Power Wave 450 and have had Lincoln come in and try different pulsed Wave Forms but they could not solve our problem. We have tried different wires and use 90 argon 10% CO2. I believe that the galvanealed coating is contaminating the weld, however it's a customer spec and cannot be changed. Any suggestions?
From Ed: Galvanealed coating rarely causes weld issues. Galvanized causes extensive weld issues. You need more weld energy. Get of the pulsed. Increase the CO2 content to 20 %. Use smaller weld wires 0.035, (greater current density). Use low end of Spray data when possible My training resources provide the resolutions for robot welding coated steel parts..
For decades Lincoln lived on its SMAW weld equipment and consumable reputation. Lincoln MIG welding equipment was rarely sophisticated, however it was usually durable, low cost and typically always provided a few process performance irritations. From my personal perspective, the Lincoln MIG equipment of the last two decades was inferior to Miller, Linde (ESAB US) and Hobart MIG equipment.
The Lincoln ~~~~~Power Wave ~~~~ 455 / STT. This power source combines surface tension transfer (STT) with the pulsed Power Wave characteristics. In other words two unique sets of bells and whistles for the price of one. I have got to admit, I am fascinated by the hype that surrounds the PowerWave, but not facinated by the performance. This is a MIG package that along with the wire feeder can sell for more than $12.000, or the price of a small car.
STT? If your company MIG welds carbon steels, low alloy or stainless steels, and you don't weld a "root pass on a pipe, with the pipe in the fixed position, then instead of spending $12.000.00 on the Lincoln Power Wave / STT you could purchase a traditional 300 amp, CV power source from Lincoln or Miller, equipment that is 25% of the cost, easier to operate and much more durable.
Irrespective of what that salesman tells you, when used for welding steel parts, the traditional lower cost, CV weld equipment in combination with a little weld process expertise can produce the same weld quality and productivity as the $12.000.00 Lincoln Power Wave unit.
~~~ That Lincoln Power Wave~~~At the AWS welding show, while visiting the Lincoln booth, I watched with amusement as a Lincoln rep, with his computer attached to the Power Wave told the welding crowd, (these were mostly guys who typically had not learnt how to control the fifty year old, two control, CV power source) "that if they do not like the "Power Wave Waveform Output" then we at Lincoln can use this computer with its unique software change the pulsed waveform features to suit your specific welding application".
.
.
Note from Ed: First lets get the "designer software"
that can change a MIGwaveform put put, BS out of the
way. If a weld equipment manufacturer provides you with a "pre-programmed" pulsed power source set to weld carbon, stainless or aluminum applications, as you will likely not be welding metals that fell of the side of a space ship, the preset pulsed weld program should therefore be set to deliver optimum pulsed parameters for a specific gas mix and electrode type and size.
As all pulsed welds can be made with 4 weld settings, it's logical to assume that any preprogrammed pulsed weld data from a pulsed power source manufacturer, should be close to optimum.
If the preprogrammed weld programs in the pulsed MIG equipment are not optimum, the weld equipment manufacturer should replace the individuals responsible for setting the substandard pulsed weld programs.
The bottom line, if welds on the world's common steel MIG applications could be improved through playing around with computer programs, the reality is that data should be part of the preprogrammed weld data.
I guess many things have changed at Lincoln during its electronic renaissance, especially when they found out that MIG equipment profits are greatly enhanced when electronic bells and whistles are added to the MIG power source and wire feeders.
.
E-MAIL to Ed.
Nov. 8 2003.
Yes, my company does manufacture the Lincoln Power Wave 455 and many times, I have seen first hand benefits to companies. I do not try and "sell" a Power Wave 455 to people that do not need a Power Wave 455, which is one way that I tend to agree with you. Many of my competitors in Detroit are pushing their "bells and whistles" on to people to weld carbon steel applications that can be tackled with a traditional CV 300 - 400 amp unit quite easily. One more thing, to dispel any thought in your head about the manufacture of L-50 (and L-56) MIG wires. These wires always have and always will be manufactured in Cleveland. Yes, we make MIG wire in Taiwan, England, Mexico etc. but these wires are not branded as L-50 (L-56) nor I will admot are they manufactured to the same standard as L-50 (L-56).
In order to compete with all of the foreign MIG wires out there, we created "budget" brands that cost less to manufacture and therefore, cost less. Keep it real Ed, I look forward to meeting you down the road.
Name with held FROM A Technical Representative at the Lincoln Electric Company - Detroit..
E-MAIL. May 2007:
Mr. Craig. First allow me to say that I truly enjoy visiting your website. There are always a multitude of informative articles to view. I am writing in regard to a specific article you wrote that I just viewed today (5/10/07) entitled "The Lincoln Power Wave, is Not Required For This Job". But first allow me to say that I agree with your position on Pulsed Spray GMAW equipment and the common mis-application of it. As a AWS CWI/CWE that provides training to manufacturers throughout the region, I have run across many instances where manufacturers have been sold the most innovative technology at a stifling price only to find out after considerable cost in rework ,rejects and unacceptable welds that they could have had superior quality in finished product by using conventional Spray or Short Circuit Transfer.
Having welded to ASME pressure vessel code for years using conventional GMAW-Spray Transfer and conventional DCEN GTAW, I have difficulty in supporting the pulsed technology trend, and even more difficulty understanding why the blue and red suppliers alike are not doing a better job of explaining the technology. Wouldn't have anything to do with increased weld equipment prices or sales commission rates would it?
Name Withheld, May 2007.
The Lincoln Pulsed MIG Power Wave and Ford Axle Cracks:
If you want to make your weld manufacturing life more expensive, more complex and less meaningful than it needs to be, you could always have listened to a salesman and purchased the Pulsed Lincoln PowerWave for your robot welds.
1999 -2000: My weld task appeared simple. American Axle a tier one manufacturer located in Michigan ordered two ABB robot systems to weld truck axles. The company I worked for supplied the robots, we were also responsible for setting up the robot cells that would provide one million axle each year. When the robot cells were complete, as part of the contract, we were required to provide a few hundred welded axles as part of the robot cell run off, little did I know about the cracking issues that were about to occur as a result of the Power Wave. For the rest of the story click here.
Lincoln STT Good for some
root welds and not much else:
The two pictures show part of the Lincoln STT wire feeder and power source. I could be wrong but I believe Lincoln's price on the STT package with a few extras should be approx. $11,000 to $12,000.
Note: Lincoln advertises that on gage applications with STT you can eliminate weld spatter and reduce smoke.
The two, 300 amp traditional CV MIG equipment package as shown below that are available from Lincoln, Miller and others. These CV units sell with their wire feeders for approx $3500. Ref the Lincoln comment on STT and spatter on gage welds. With process control expertise, the majority of gage applications in the industrial world can be welded with controlled short circuit and produce SPATTER FREE welds utilizing the much lower cost, more durable CV MIG equipment (as shown in slow mo above). Also if you want pulsed on gage welds, in > 2006 and later years, you will be able to purchase much lower cost pulsed MIG equipment than the STT.
With a little MIG weld process control - best practice expertise, low cost CV equipment will get the job done to your satisfaction. Its up to you, if you have money to burn you know where the fire is. If you weld parts less than 0.080 and you simply cannot have miniscule weld spatter, then yes evaluate STT and the electronically modified short circuit weld transfer modes like RMD and CMT, with the low cost (< $4000) pulsed MIG equipment now sold by Miller (350P).
.
E.Mail Question:
Ed we run a Lincoln CV 600. We are running an 0.035 (1 mm) wire at 650 ipm and 28 - 30 volts. We use 90 argon 10 CO2 and are drawing about 200 amps. According to your books we should go into spray at >200 amps at > 420 inch/min, what's happening?
Ed's Answer. You have lost your current. If you note, on this power source you will find a process switch that can be set at three settings.
[1] UPPER SETTING: Stick SMAW,
[2] Middle SETTING SAW - CV,
[3] LOWER SETTING. Self shield (fcaw).
If you use the stick (SMAW) setting you will have selected a steeper slope which restricts the weld current. Use the SAW - CV setting and you should be drawing 240 - 250 amps, which is correct for that wire feed rate. Of course the power source could also require repair, or you may need to replace a fuse at your 3 - phase supply.
When a weld equipment manufacturer's rep informs you that their sophisticated MIG power source has "unlimited weld parameter adjustment potential", please remember first this is impossible and second this simply allows your workers to spend even more time "playing around" with typically useless, unnecessary weld parameters and controls".
AS MIG WELD EQUIPMENT BECOMES MORE SOPHISTICATED, THE POWER SOURCE MANUFACTURERS APPARENTLY DO NOT SEEM TO CONCERNED THAT THE WELDING EQUIPMENT IS ALSO BECOMING MORE COMPLEX, MORE COSTLY TO REPAIR AND LESS DURABLE..
E-mail question:
Ed. We have a Lincoln PowerWave and are having what Lincoln calls a "Birds Nest" problem. This is an intermittent problem but when they do occur, at various locations in the weld paths, they begin with an Arc 18 arc failure alarm, followed by the wire continuing to feed momentarily, doubling over on itself inside the weld gun conduit and jamming up the guide. We checked our lost arc detect interval in our weld system setup; it is set at the factory 0.25 sec.
First we replaced the wire feeder cable. Then we replaced the wire feed unit itself. Now they think we should have our Power Wave power source looked at, since the problem persists.
Ed dDo you have any suggestions on what can be causing this problem and how we should best deal with it? The snarls never used to happen;
it is a recent thing in the last couple of months. Sincerely. Brian O.
Ed's Answer.
For a weld power source that has more weld issues than an Enron balance sheet, you know what my answer to this problem would be. By the way if those that purchase weld equipment would spend less time talking to salesmen and more time on sites like this you would not have been having these problems.
The question today in 2015
Does the weld shop want a MIG power source that is electronically sensitive to many issues, or would the weld shop rather have a power source that is easily controlled and provides consistent weld performance.
FOR THOSE THAT ARE IMPRESSED WITH BELLS AND WHISTLES, LINCOLN MAY HAVE PRODUCED WITH THE POWERWAVE, THE ULTIMATE WELDGAME,SORRY POWER SOURCE.
As I write this in 2008, the Lincoln Power Wave is now one of the biggest selling robot power sources sold to the North American automotive industry. Most auto - truck plants believe that costly, sophisticated weld equipment with extensive bells and whistles will provide the solutions to their hands off management / engineering welding woes.
It's a pity the managers and engineers who selected this equipment, did not spend a few dollars and get a weld process control education. It will be even more of a pity the first time they see the frequent issues that the Power Wavet has generated and with the high repair costs it will require
~~~Lincoln Wave Forms: While on the subject of pulsed, let me quote from a Lincoln article on the Waveform in the Welding Journal, Jan 2000 edition. The Lincoln author states, "that the waveform in it's equipment is the means for determining the performance characteristic of a single molten droplet of electrode. The area under the waveform determines the amount of energy applied to that single drop. The Lincoln author continues with this statement which every weld shop decision maker has been holding his breath waiting for three decades to hear, "superimposed in a selective fashion over the waveform is the "adaptive" characteristic of synergic pulsed GMAW.
This 1980 picture is a slow motion shot of regular, "spatter free" MIG transfer in the glob to spray transition zone. Do you really believe that all the electronic sophistication mentioned is necessary for controlled drop - stream weld metal
transfer from the MIG wire tip to the weld?
Take any low cost MIG power source, built in the last 40 years, set it with spray parameters and watch it provide controlled, spatter free weld metal transfer.
Still not convinced? For god's sake, like the guy on the right, I could also take two car batteries and with the 24 volts create a power source to form a decent MIG weld on some welds. Also a point that many seem to forget. Most traditional >300 amp CV MIG power sources manufactured in the USA, from 1960 can produce a MIG or flux cored weld that would meet the most stringent weld code requirements anywhere in the industrial world.
~~PULSED WAVES UNDER THE BRIDGE~~.
It's Feb. 2004, I just spent a few days with a bridge builder. This company had two robot cells for welding bridge decks and frames. On the one side an ABB robot was utilized with Miller Delta Weld equipment, the other robot cell utilized Fanuc robots with the Lincoln Power Waves.
The robots and MIG equipment was purchased in the late 1990s. The steel, short length, 1/4 (6 mm) fillet welds made by the the Miller equipment required minimal weld repairs, and the weld repairs that were required were a usually a result of the part fit not from the weld process.
In contrast in the robot cell containing the Lincoln Power Wave, the MIG weld rework for two years had been over
[1] FANUC ROBOT ISSUE. The Fanuc cells were supplied with through arc weld tracking. Due to the inconsistency and poor performance of this equipment the bridge company had turned the arc tracking off. To compensate they made the welds much larger and longer than the weld spec called for.
[2] POWER WAVE ISSUE: When evaluating the Lincoln power source, I found the Power Wave weld current variation on a weld 2 inches long, varied from 170 amp to 300 amps, with the same welds you could also note a two volt weld variation. This parameter instability from the power source, has dramatically impacted what should have been a simple weld application. This application required through the arc weld tracking, however it's not logical to try to utilize through the arc weld tracking when the MIG power source cannot provide relatively stable weld voltage or current on an application with a constant wire stick out.
[3] POWER WAVE ISSUE: The crater control on this unit was very poor. The robot / Power Wave data did not start to react till more than a second was added and even then the crater welds with optimum weld data, at best would be described as erratic. On bridge welds, if you cannot control the weld craters you have to compensate and make the welds longer.
[4] POWER WAVE AND FANUC ROBOT ISSUE: The weld arc on time on the application in the Fanuc cell accounted for more than 85% of the total cycle time. Due to the lack of effective through arc tracking and unstable weld conditions twice the amount of weld required was used for the bridge platform welds. The bottom line this weld equipment has caused the bridge manufacturer to utilize three shifts to do work that could have been done in less than 2 shifts. To resolve the weld issue the bridge company will for its next robot installation make sure it has stable weld equipment (not from Lincoln) and the robot has an effective through the arc tracking unit.
E.Mail April 2005:
From. D.H. at GM Pontiac MI.
Ed we are a GM plant in MI. I have about 50 Fanuc Robots all using Lincoln Power Waves pulsed MIG equipment. We weld using an 0.045 (1.2 mm) silicon bronze wire and argon gas. The 0.045 wire feed rate is 240 inch/min with 24V.
The robot welds are made on galvanealed thin gage parts. The robots were purchased around 2001 and 2002. In the last 6 months some of the Power Waves have extensive burnt backs to the contact tip for no logical reason. The burn backs occur any where in the welds. We have changed liners, the guns and tips. We even changed the power source. The good Lincoln Power Wave power source we have would also start to do the same thing when placed in the cell where the burn backs occur. We have had all the experts in and got no help including Lincoln, what do you think? Dave
Ed's Answer.Dave. As you are using short circuit wire feed rate for the silicon bronze 045 wire it's a pity your organization did not purchase the much lower cost Lincoln CV 400, you would have saved around $250,000.00 and avoided these power source electronic problems. Also this problem is already delt with at this site.
[] I am amazed that Lincoln or Fanuc did not help you as this appears to be a power source issue, however I guess your 36 month warranty is up. Yes burn backs can occur frequently if wire restriction issues occur, as you changed the guns and tips and checked the weld wire feed ability, that should rule that out.[] Are you using an external volt sensing (VS) lead? if so check continuity.
[] If the volt sense lead is OK, its likely the power source is causing the issues. Disable the VS lead. I have found that artificial intelligence (looped electronic feed back of the weld data) with pulsed equipment can be unstable even with new pulsed equipment and that the instability can increase with the aging electronics, (especially once the 36 month warranty is up). This problem in my simple mind, is the power source technology is beyond the capability of the power source mfg. I believe to disable the VS, a jumper lead has to be moved in the power source, this is supposed to only take 10 minutes.
[] If disabling the VS did not work, then in the robot pendant disable both the arc start and wire burn back functions as these functions have been known to influence weld performance and produce erratic results. To displace this preset power source weld data use separate weld schedules at the arc starts / ends.
[] Arc start. Use one to two volts higher than weld volts.
[] Arc end. Use one to two volts less than weld volts.
[] Your 24 weld volts for this application also sounds too high. For short circuit an actual weld voltage (indicated on the power source volt meter of 16 to 19 volts would be typical. For pulsed around 22 volts.
[] If using a laptop provided weld schedule / program, change to a standard power source program. Try the 045 standard short circuit mode for steel / stainless. Its a pity your 36 month warranty is just up, what's that song? "when will they ever learn"
See Lincoln issues above, and thanks to Greg Smith at Marada for his contribution. Greg also had to go through many frustrating issues with his Lincoln Power Wave equipment.
THE NEXT TIME YOU WANT TO SPEND MONEY ON "WAVE FORMS" I WOULD MAKE SURE IT'S AT THE POOL OR BEACH.
I have had extensive experience with the Lincoln Power Wave on many robot applications. I would rather not repeat the experiences. My advice to anyone looking at a Power Wave, consider instead the $2000 to $4000 traditional Lincoln CV units and use the thousands of dollars saved for a cool vacation. If you need a power source to hook up to a robot unfortunately I believe that Lincoln does not offer a low cost CV unit with a seperate Interface panel, so you then have to take that leap into the Lincoln waves,
A PULSED WELD PICTURE IS WORTH AT LEAST A THOUSAND WORDS.
The next two picture are are two 3/16 (5mm) fillet welds I made on 1/4 (6mm) stainless steel. The welds were made with a Lincoln 300 Power MIG. This power source is single phase, pulsed MIG power source that retails around $3,700 . The Lincoln 300 power source has pre-scheduled pulsed programs for specific wire diameters. This MIG power source was purchased by a company that welds steel and stainless parts. The MIG wire is an 0.035 - 308L stainless wire. I set the 0.035 (1mm) wire feed at 550 ipm which should be an optimum pulsed wire feed rate. The power source provided the preset pulsed parameters. I simply had to set the trim weld voltage to attain the optimum arc length. The welds were untouched after welding. Take note of the pulsed weld appearance and also the heat affected zone.
Lincoln pulsed power source with pulsed mode switched on.

Lincoln pulsed power source with pulsed switched off.
.
Switch off the pulsed mode and this 3/16 stainless, traditional spray transfer fillet weld was made with the same power source, consumables and wire feed rate as the pulsed weld. As you can see the HAZ is similar, this weld had similar spatter and similar surface. My point is simple, there is nothing special about either of these two welds, however, why pay an additional $15,00.00 for something you don't need to weld steel or stainless parts? Why pay for something that adds to the weld complexity, something that is less durable and more costly to repair?
E-MAIL. Oct 2008: : Ed I recently bought a new Lincoln 350MP, for pulse welding 18 ga aluminum. At first my new unit performed OK then the problem started, while welding 18 gage, my weld would flare up the wire back into the nozzle. The machine is rated to weld 19 ga. I got the supplier to exchange my machine for another one, which has the same problem, it flares just as bad on 1/8th alum. I have a push-pull gun, and the wire feeds fine. I'm running the machine on 50ft multi-strand cable, two 50 amp breakers. My friend is going to help me check out the electricity. Lincoln and the supplier have been no help, I don't have a clue, and I don't know what to do. Adam
Ed's Reply:Adam as you are using a push pull gun with this multi-purpose, Lincoln pulsed on pulsed, chopper technology I rule out wire feed issues. The fact that you purchased a multi-purpose power source and, these units are rarely noted for optimum MIG performance especially at low end or high end parameter ranges.You are welding very thin gage that requiries low, stable pulsed parameters and Imn sure the 50 foot cable does not help. Your weld problem sounds like you don't have enough voltage and current available to sustain a consistent pulsed arc. Low, erratic pulsed parameters would cause the pulsed arc plasma to collapse causing the arc to wonder or occasionally flare. I have said many times at this site, that instead of being impressed with bells and whistles and the wave forms, chopper and pulsed on pulsed marketing verbage, check out the equipment, especially the recommended low and high end welding range. The bottom Line when the same problem occurs in two new power sources, you have an equipment design or part problem. This is Lincoln's problem, not yours. As they are not likely to recall the equipment, and you have wasted enough of your time on this issue, send the power source back. The Miller 350P appears to have a good pulsed low end, give it a try. Ed
WHEN YOU PURCHASE MIG EQUIPMENT BELLS AND WHISTLES, DON'T EXPECT REAL WORLD RESULTS:
Lets face it the biggest attribute about some of the Lincoln equipment, may be the marketing names applied to the specific options and weld transfer modes. Chopper, pulsed on pulse, wave forms, all sound impressive and I am sure help in the sale of the in the equipment. The real question is does the technology in question perform in a consistent stable manner and do the resulting weld transfer modes provide real world benefit for the application.
For a pulsed equipment manufacturer to show his pulsed technology is superior, we are going to hear some wonderful pulsed equipment gibberish presented in the next decade. In 2009, expect a tremendous amount of new marketing induced bovine fecal matter to be presented on how advanced electronics will further influence the pulsed weld droplet size, shape and energy etc.
Unfortunately in an industry that too frequently has to rely on sales brochures and weld sales expertise to resolve it's weld issues, there are many welding customers that are ready to believe the pulsed MIG equipment sales hype. Also lets face weld reality. Weld distributors have never made much profit selling Lincoln equipment, a product line which now appears to be available in just about every hardware store in North America. I believe the high price of the Power Wave is it's greatest feature, and that feature benefits Lincoln and it's weld distributors more than it will benefit most weld applications.
2003. Be very wary of the JAPANESE Motoman 350 MIG Power Source, it's a sad excuse for a a welding piece of equipment
If you use Motoman robots, it's unfortunate that you may have purchased the Japanese built 350 MIG equipment. If you want a poor to mediocre, inconsistent, welds this quipment will provide it.
At two separate locations during 2003 I have had issues with the Motoman equipment. In Aug. 2003 it was my unfortunate task to optimize a large welding cell that utilized Moto Man UP6 robots with the 350 welding equipment. One of the new power sources was so erratic it had to be replaced. On the remaining equipment I found inferior arc starting characteristics, inconsistent weld transfer and the required voltage range was excessive resulting in globular type transfer.Later in 2003 I assisted one auto supplier of thin parts with his numerous robot weld issues. The parts were 1.2 mm thick, the weld wire was 035 - 1 mm. The weld mode selected was short circuit. I noted again with the Motor Man MIG equipment that at the required low wire feed short circuit settings that the minimum stable weld voltage required from this equipment was 1 to 3 volts higher than that which would have been required with the traditional North American CV equipment.
The required, higher weld volts from this inferior Japanese MIG equipment caused ERRATIC "globular transfer" and the additional voltage provided higher weld energy which added to the "weld burn through potential" on the thin parts.
I have a question for thos of you that dont have a life and still reading. Do you believe that when you water your lawn the grass will be greener if the water is pulsed when it leaves the hose?
What is an issue for most welds is the weld energy delivered. The bottom line, pulsed can produce in some instances a lower energy open arc weld mode. Therefore to justify purchasing pulsed equipment look for a weld application that requires the heat concerns, such as clad welding or welding aluminum;
[a] Pulsed provides lower weld energy than traditional spray transfer. However if you are aware of all the wire feed and voltage settings that can produce spray transfer with the different wire diameters, you can often replicate the pulsed weld energy with spray transfer and a smaller diameter MIG wire.
[b] Pulsed can provide weld spatter levels to an absolute minimum. If spray transfer is set correctly the weld spatter amount will be minuscule.
[c] Pulsed is beneficial on alloy electrodes that typically provide poor weld transfer, electrodes such as alum bronze. A real pulsed benefit.
MIG equipment I Would Not Recommend..
If you have a robot purchase in mind the following power sources are what I personally would not recommend in 2008.
[1] The Lincoln Power Wave. This welding unit "will often take you where you don't need to go, restrict you where you should not be restricted, and make you pay a price you don't need to pay. With this power source in your robot cell it would be wise to make sure you have a spare. For optimum manual or robot carbon / stainless MIG welds stick with the Lincoln CV 400 amp power source.
[2] The Lincoln Ideal ArcThis multi-purpose unit provides mediocre MIG performance.
[3] The Panasonic HM Units. <2004 units. If Panasonic thinks this is a solution to North American welding problems they should fire their so called Japanese welding experts. If you purchased Panasonic pulsed equipment before 2004 godhelpbless you.
[4] The ABB/ESAB Arcitec. Sold as a built in with ABB robots. This erratic, poor performance power source introduced in the nineties must have put Swedish weld manufacturing technology back two decades. For more information on this "unique" welding equipment you know where to find me, and I won't be in Stockholm.
[5] Miller Maxtron. It's hard to understand how a company with Miller's reputation would want to place this machine into any welding shop.
[6] Miller Invision. Inconsistent performance, sold before it was ready for weld shops.
.
[7] Thermal ArcMIG equipment. Erratic electronics and poor pulsed / spray arc characteristics at high / low data.
[8] Kemppi.I do not like the performance or durability of their MIG equipment.
BACK TO WELDING REALITY.
Spray Transfer can be so simple. With traditional CV MIG equipment, an argon mix and two simple weld parameter settings, you can produce weld droplets as shown in this video, or turn the wire feed rate up and create a weld stream at higher current and voltages. Its true that with spray transfer, the weld droplets are not "individually controlled" but who cares, as long as they transfer into the weld in a stable manner, inside a suitable plasma. And if you want more or less MIG energy from CV equipment,
[a] change the wire feed rate,
[b] change the welding voltage,
[c] change the wire size or type,
[d] use a different gas mix.
[e] change the wire stick out.
With open arc transfer such as pulsed MIG and spray transfer, its not that important on how the weld wire converts to molten metal, what is important is that the molten metal transfers in a consistent, stable manner. A CV MIG power source has had this capability since the nineteen sixties.
MOST MIG WELDS ON PARTS > 3 mm WILL PROVIDE MARGINALWELD FUSION:With correct spray weld parameters, the traditional spray transfer is stable and almost completely spatter free. Yes traditional spray transfer is hot, but as most MIG welds have marginal weld fusion this is a weld benefit not a weld detriment.
The primary issue with most spray welds is insufficient side wall fusion, there fore there is little logic to utilize pulsed and reduce the potential weld energy.
At the end of the day, the following may be the best justification why pulsed MIG will one day soon be the world's number one MIG welding process.
A welding distributor if lucky may make 10 to 20% on a traditional $3000, CV. MIG power source / wire feed equipment package. In contrast on that $6000 to $12,000 pulsed equipment package which produces no more weld productivity and no better weld quality on most steel welds, that additional profit will certainly be an incentive for both the weld equipment manufacturer and distributors. And lets face it, with the short pulsed equipment life, well that's just a bonus to the MIG equipment manufactures who repair and sell this equipment.
You have to have a sense of humor if you weld carbon - low alloy steels,
and you spent more than $4000 for that Pulsed MIG power source.