|
At www.tiptigusa.com, you will find a weld process that always produces superior weld quality than TIG, and is 100 to 500% faster. |
Welcome to the world's largest web site on MIG, Flux Cored and TIG weld Process Controls & Best Weld Practices.
This section deals with the Lincoln Self Shielded Fux Cored weld wires that were involved in numerous issues at California construction projects, and at Chrysler plants.This web site was first established in 1997 by Ed Craig. Home Page,, Contact Ed. ecraig@weldreality.com
As changes are frequent please press refresh before reading this section:
Welcome to Self Shielded flux cored weld wires. These weld consumables are in North America promoted and sold extensively by Lincoln Electric and Hobart. In my opinion, this weld process does not belong in a weld shop that cares about it's welders health and wants to consistently produce quality welds.
.
Why would any civilized company want their employees to use self shielded
flux cored consumables and work in environments like this?.
.
The prime cause of robot weld issues is inexperienced personnel, poor parts, and the selection of innapropraite process, parameters and consumables such as the Self Shielded Flux Cored Wires,
An E-mail addressed to myself..
Ed. The tier one automotive parts company I work for has been told by the Chrysler corporate weld engineer that we have to use "self shielding flux cored wires" when welding galvaneald steel parts. The Lincoln self shielded flux cored wires we have tried have caused us numerous welding issues. Our robot weld rework rates so far have been in the sixty to a hundred percent range. The robot operators and workers around the robot cells frequently complain about the self shielded weld fumes and the paint shop is appalled at having to paint over a weld slag that is very difficult to remove. Ed what is the logical justification for using these useless steel weld wires?
Ed's Answer: I feel your pain. This self shielded flux cored nonsense has been going on for two decades. Let me tell you one weld application story about the same Chrysler engineer and how "self shielded, flux cored wire recommendations" must have cost Chrysler and their suppliers at least fifty million dollars.
.
1995/96.Stage One: The $800,000 per-month,
Chrysler Neon Crossmember Weld Fiasco:
The following weld application is a description of a robot weld disaster and how a big three, engineer along with some good old weld salesmanship, had dramatic cost repercussions for both Chrysler and it's part suppliers. This unique, weld application is an indication of the costly damage that can result from unqualified engineers who lack the ability to make rational weld process choices or to take responsibility for their poor process decisions.
It was late 1995: The Chrysler Twinsburg plant manager had requested that I assist him with a major robot weld issue occurring at his stamping plant. I knew from my short conversation with this man that he was an excellent manufacturing manager and lets face it, you have to be a top gun manufacturing manager to manage Chrysler's prime Minivan stamping facility. Looking very frustrated with his plant weld issues, the Chrysler manager informed me that in the past his plant had not been involved with "robot welds" and the issues on his newly installed ABB robot line were making him loose sleep.
The multi-million dollar robot welding line was set up to weld Neon cross member parts. He informed me that the robot cell quality / production issues on this line was costing his plant a staggering $800,000.00 per month. At the time of our meeting the crossmember robot weld repairs and weld production issues had gone on for more than a year, costing approx. 10 million dollars.
The steel crossmember parts ranged from 1.5 and 2 mm thick. From a
weld perspective I pointed out to the Chrysler team that the parts were poorly designed. The parts were two sections that overlapped. As you can see on the left. In the continuos lap seam joint, the 1.5 mm section became the weld base of the horizontal weld joint. Its more logical that from a weld perspective the base part should have been the 2 mm part. as shown. Its much more difficult to weld burn through a 2 mm part than it is to burn through 1.5 mm, especially when you use large weld wires and have up to 4 mm gaps. This common weld design oversight, along with the type and oversized weld consumables selected contributed to the extensive weld burn through.
The welded parts were "galvanealed". To weld the parts the Chrysler corporate weld engineer had selected a variety of self shielded wires. The self shielding wires utilized were Lincoln, E71T-G (NR 212) and NR 211 wires. The weld wire size available at that time was 5/64 wire. The Lincoln Electric plant that made the wires was less than 20 miles away and Lincoln salesmen were involved in the decision to utilize this weld wire.
The self shielded flux cored weld wire selected for the thin cross members were large and required a weld current range of 280 to 350 amps. Approx. 320 - 330 amps is the optimum current for this size weld wire. The high weld current required for this wire had more in common with robot welding steel applications > 1/4 (> 6 mm) thick, rather than welding gage parts 1.5 mm with gaps.
Possibly the self shielded wire was initially selected as its a "straight polarity" weld wire in which most the weld heat goes into the part rather than to the wire as it does with reverse polarity. Keep in mind with this type of weld wire, only large wire sizes were available. What the Chrysler engineer did not appear to realize, that irrespective of the weld polarity of a weld consumable, a thin gage part retains a great portion of it's weld heat and therefore can only take so much weld current. The bottom line 280 - 320 amps and 1.5 mm steels are simply not compatible and any engineer that's making weld decisions should be aware of that.
Compatible or not, the large self shielded weld consumable was the wire selected for the robot line. It's interesting to note that at that time this weld wire was not marketed by any wire manufacture including Lincoln as a weld wire designed specifically for "thin galvanealed or galvanized parts".
Once this weld wire selection was embedded in the Chrysler plant, the weld folklore, myths and process chaos began. When asked why he choose a weld wire that was causing numerous weld issues, the Chrysler weld engineer would inform all that his choice of this self shielding weld wire was necessary when "welding steel galvanealed applications". From that day onwards he was committed to that statement and all Chrysler part suppliers had to weld galvanealed parts with this unsuitable weld consumable. Lincoln then changed the way they marketed the wire stating it's good for coated steels.
The high weld current required by the Lincoln straight polarity, self shielded flux cored wires, created so many weld burn holes in the Neon parts that during each shift up to 13 weld personnel were required to manually weld over the entire robot flux cored welds. The welding fumes and conditions were so bad at the end of the robot line that they had to rotate the manual repair welders every four hours.
The weld rework on the cross members was 100% and the weld reject rate of the robot sub assembly parts averaged 50 to 80%.
As the use of galvanealed parts grew in the auto / tuck industries, the Lincoln SS weld wire sales grew at the Chrysler / tier plants welding galvanealed applications. Lincoln changed it's self shielding literature to read;
"This self shielded flux cored wires is developed for single and multiple pass, semiautomatic and automatic welding of mild steel, sheet metal, plate and coated applications..
Without what appears to be a "coated weld metallurgical evaluation", Lincoln changed its self shielded marketing for the consumables in question and informed it's weld customers that "these "self shielded flux cored wires were designed for coated steel" applications. This data was available on the Lincoln web site under self shielded data Nov 27 / 05.
Some weld consumable manufacturers, will recommend a weld consumable that theircompetitors do not sell. Typically this so called "unique weld consumable" may not be the best weld consumable for the intended application. The common weld consumables sales tactic however ensures no one else can bid on on the weld consumable business.
Its a sad note that In the auto / truck industry, once a weld consumable is selected, due to management - engineering weld process ignorance and apathy, the poor consumable are then typically embedded in concrete and could be used for years.Any reputable welding technician and lets face it, Lincoln Electrice has a few, would be aware that irrespective of the weld polarity utilized, > 300 plus weld amps is simply not compatible with 1.5 mm gage parts. Is it possible that the Chrysler weld engineer never had the ambition to acquire the weld knowledge of a reputable weld technician? If so it's unfortunate as the choice of this weld wire has cost his company and part suppliers millions in weld rejects and rework and god knowss what the health ramifications will be for the workers who had to breath in those obnoxious self shieding weld fumes.
Due to the weld conditions, the weld alloy and impurities content and surface slag formed, no process or consumable was suited to make the manual weld repairs, however the repairs were made with the same weld wires.
Everyone in the auto / truck industry that has anything to do with welding would know that no weld should be made over the top of another weld when the first weld has slag on it's surface.
As the weld burn through was so extensive around the crossmember seam weld that held the two cross member parts together, the manual welders would frequently weld around the complete cross member seam. In most instances the manual welders wearing breathing masks would make a repair welds approx. 100 inches long.
The second pass, manual repair welds were made over the total robot seam weld. Can you imagine how these over sized welds, super heated thin parts full of defects and questionable alloy combinations, would perform in a crash test. If you cannot imagine, try the following data.
1998: Three years after I tried to get Chrysler to do the right thing and improve their Neon welds, the following Neon collision data was presented by the Insurance Institute for Highway Safety.Chrysler Neon 1998 Injury, Collision, Indicators
Index: Score Rating:
Injury Index 131. This is substantially worse than average score of 100.
These scores are stated in relative terms, with 100 being the average for all cars in each category. Scores greater than 100 represent higher risk in each category. For example, an injury indicator score of 131 means that a passenger in this model is 31% more likely to be injured in an accident.
The injury, collision, indicators for the 1998 PLYMOUTH NEON are provided by the Insurance Institute for Highway Safety, Highway Loss Data Institute. Learn more about these results.
March 2005. After a decade of self shielded flux cored, on national TV, a Crash Test organization announced that of all the cars it tested in 2005 the Chrysler Neon got the worst crash test results.
CROSS MEMBER WELD APPEARANCE: The manual weld repair cross member welds were made on top of defective robot welds that had burn through, lack of fusion, extensive porosity and entrapped weld slag. Of course the resulting finished manual weld repairs would result in welds and parts that typically would have poor mechanical and fatigue properties. Not that anyone in the engineering seemed to care, but the finished weld quality on this project would be frowned on in a third world country weld shop, (ironically this project did end up in a plant in Mexico).
CROSS MEMBER E-COAT: Any weld will destoy a coating. With the cross member welds it was very difficult to remove the self shielded weld slag. You can be sure on these welded parts that the E Coat which was later applied did not adhere as it should. If the SS weld fatique properties were a concern in a crash with the SS Neon crossmember welds, the rust that would soon proliferate fom the lack of coating protection should be a concern.
WHEN IT COMES TO WELDING,
CHRYSLER HEADS IN ONE DIRECTION WHILE THOSE THAT ARE AWARE OF WHAT THEY ARE DOING WITH WELDS, WILL GO IN ANOTHER DIRECTION:By the way, if the self shielded products could achieve what the Chrysler corporate engineer and Lincoln Electric claimed they could do, every car / truck plant in the world would be using these obnoxious products. The weld reality is the majority of companies worldwide that weld both galvanealed and hot dipped galvanized steel applications have always successfully used the MIG process with conventional steel MIG wires and two part gas mixes.
THE CHRYSLER PLANT MANAGER WANTED RESOLUTIONS SO HE REQUESTED A PRACTICAL PROPOSAL FOR HIS COSTLY, ROBOT, SELF SHIELDED WELD ISSUES:
The frustrated and very tense Chrysler plant manager informed me he had little respect for the weld advice coming from his corporate center and asked that I present a proposal to the corporate managers and engineers to rectify the costly robot weld problems for the welded cross members.
I knew it would be a difficult task to convince the engineer who had made the poor weld wire decision, to admit that he had made a multi-million mistake about a simple two control weld process. I therefore proposed to the plant manager that rather than waste time trying to cut through his corporate peer egos or have exhaustive discussions with individuals lacking process expertise, I simply would present to the Chrysler corporation engineering team responsible for the Neon cross members, the following practical proposal.
I would MIG weld the cross member parts with a robot using both the MIG process and te self shielded flux cored wires, and then let the resulting weld mechanical tests, weld quality and productivity data from an outside, unbiased, testing agency speak for itself.
For the test welds on the cross member parts, I would utilize a highly reputable Detroit Testing Agency. The weld test data would be taken from both the MIG and the plant's self shielding welds. The report would provide micro / macro weld and HAZ samples. Appropriate hardness tests for welds and the HAZ and tensile tests.
NEW CROSS MEMBER WELD PROCEDURE:
I robot welded the Neon crossmember parts using the common E70S-3, and 0.045 / 0.035 (1.2 -1 mm) MIG consumables. The S3 is the weld wire of choice has it has lower silicon and manganese than the E70S-6 MIG wire.
The E70S-6 MIG wire has for three decades mistakenly been used throughout the global auto / truck weld industry for zinc coated applications. Lower silicon in the weld as available with the S3 wire can reduce the potential for micro weld cracks when combined with the zinc found in galvanized and galvanealed coatings.For some of the the crossmember welds, I used the E70S-3, MIG weld wire and argon - 10% CO2 in the spray transfer mode in the 200 to 220amp range, much lower than the 280 plus amps used with the self shielded wires. With the robot welds I also used the short circuit process using 160 to 180 amps which was beneficial on the parts where the weld gaps were most sever. I quickly eliminated the majority of the weld burn through issues, established the required robot crossmember and sub assembly procedures and then qualified all the MIG welds through the Detroit Testing Agency.
I PROVIDED AN UNBIASED WELD TEST REPORT TO THE CHRYSLER ENGINEERS AND MANAGERS AND IT MEANT NOTHING:
I sent the Detroit Testing agency both the new MIG cross member samples on the galvanealed parts and the self shielded weld samples. The resulting weld test report indicated that in contrast to the self shielded wires, all the MIG welds provided superior weld / mechanical results and the MIG welds all passed the mechanical destructive and NDT tests with flying colors.
With the Chrysler MIG robot welded parts and weld report in the back of the car, I went back to the Chrysler Corporate Center and presented the results in an extensive report to all the weld engineers and the cross member team. I placed the new welded parts on the table the quality of which they had never seen before. I kept the presentation simple and to the point. By the way my MIG weld data also provided Chrysler with a great bonus as I increased the robot weld speed and resulting weld productivity by 30%. I also reduced the total weld rework from 100% to an anticipated 8%. Yes some weld rework was still required due to poor part fit and excess weld gaps < 4 mm in the parts.
The Chrysler corporate management who managed the engineers responsible for the parts received the report. I knew that these managers and their engineers and designers understood little about the weld processes discussed, so I kept the report data at a level anyone can understand. The new MIG test weld data was very well received by the Chrysler plant manager and by all the corporate, cross member team except the Chrysler weld engineer. I thought the battle was over, however it turned out to be a battle I never would never win.
CHRYSLER WELD ENGINEER IN DENIAL OR POSSIBLY DID NOT WANT ACCOUNTABILITY:
I later found out that the Chrysler weld engineer denied that the problem was with his wire selection and insisted that the self shielded wires had to be used to compensate for the galvanealed coating. His peers ALL HIGHLY TRAINED ENGINEERS had all seen the engineering evidence necessary to know that the wrong process had been used, however they let the weld engineer have his way.
Its obvious the Chrysler weld engineer was not interested in the success of the MIG process on his companies parts. It's evident he was concerned about protecting his "credibility" as an engineer. Lets face it, who wants it known that you are the individual that's responsible for at least an 18 plus million dollar loss for your corporation.
To show his team his "flexibility" for change, the Chrysler weld engineer allowed the use of a slightly smaller self shielded weld wire to weld his cross member parts. This was nothing more than a bad aid for a hemorrhage
After millions of dollars lost to SS weld rework, SS rejects and SS weld productivity concerns, the President of Chrysler decided that his approx one to two year old, state of the art, multi-million dollar, robot, cross member weld line was a project he wanted buried. Therefore the corporate poweres to be did what many Detroit executives have done in the past. Rather than fire his innefective weld engineer and demand his Neon project managers and engineers get a grip on what was a simple engineering problem, the Corporation Chrysler management "gave up on the project" and made the brave engineering decision to sweep the robot weld issues under a sombrero located in Mexico.
A common automotive management solution to North America Auto - Truck mfg. engineering problems, send the problems South to Mexico. The robots the parts and those SS wires were put on trucks and headed Southe to Mexico.
Perhaps the Chrysler executives anticipated that in Mexico there would be
less objections to the use of the self shielded wires and their poor weld s and fumes.
Of course there was less concern in Mexico for the manual weld repair costs and the safety and environmental issues. Mexico can thank America for many jobs, but this pathetic weld application should not have been one of them.By the way, I later visited the plant in Mexico where these part were being made. It was the same weld mess, only instead of a providing the MIG process and a new die to improve the stamped parts fit, the plant management provided the Mexican workers with "large hammers". The self shielded welds were still a mess and full of burn through holes. Also those poor manual repair welders were at that tme not using did not use fresh air helmets" when doing the manual welds.
Anyone with weld process expertise would not allow the Use
of incorrect or poor Weld Consumables"
[] A self shielded weld wire recommendation for auto / truck parts would never be accepted by a knowledgeable weld engineer.
[] This weld wire recommendation would never be accepted in a facility that prides itself on it's engineering, weld production capability.
[] The self shielded weld wire recommendation would never be accepted by a facility that worries about weld quality / weld mechanicals / product liability.
[] The self shielded weld wire recommendation would never be accepted by any management who is concerned about the health of its workers.
[] The lack of an effective manual weld repair procedure would not have been approved in an organization that is concerned about the weld integrity on the parts it delivers.
[] The self shielded wires will dramatically increase the production time required to produce the parts.
.
FEW ENGINEERS OR DESIGNERS IN THE AUTOMOTIVE INDUSTRY ARE AWARE OF THE WELD CURRENT AND PART THICKNESS COMPATIBILITY WITH THE COMMON AVAILABLE MIG AND FLUX CORED WELD CONSUMABLES USED IN THEIR FACILITIES? EVEN FEWER UNDERSTAND THE WELD ENERGY DIFFERENCES GENERATED BETWEEN A REVERSE POLARITY MIG WIRE USING SHORT CIRCUIT, PULSED OR SPRAY, VERSUS A STRAIGHT POLARITY SELF SHIELDED WIRE?
The bottom line. In the numerous North American and European plants I visited, I can count on the fingers on one hand the engineers I met who truly understand the weld processes that are used daily to join their metal parts. However, it's just not an engineering or robot problem. The sad reality is after two decades of using robots and weld process apathy, the senior corporate management at all the major North American and Japanese auto / truck manufacturers lack the ability to recognize the fundamental human requirements necessary to establish robot weld process controls.
IN THE GOOD OLD DAYS, ENGINEERING KNOWLEDGE USED TO BE GAINED FROM BOOKS AND HANDS ON EXPERIENCE. TODAY FEW ENGINEERS GET THEIR HANDS DIRTY, AND FEW HAVE EVER READ A BOOK OR GOT AN EDUCATIONS ON WELD PROCESS CONTROLS.
IT'S A SAD WELD REALITY THAT FOR AT LEAST THREE DECADES, THE MAJORITY OF ENGINEERS IN AUTO / TRUCK PLANTS HAVE RELIED ON WELD ADVICE FROM WELD SALES REPS OR FROM ORGANIZATIONS THAT MAKE THE WELD CONSUMABLES OR WELD EQUIPMENT.
BECAUSE A COMPANY MAKES A PRODUCT, IT DOES NOT MAKE THAT COMPANY AN EXPERT IN THE PRODUCTS USE, AFTER ALL GM AND FORD MAKE CARS, HOWEVER I DOUBT THERE IS ANY OF THE ENGINEERS AT GM OR FORD THAT ARE QUALIFIED TO RACE CARS AT DAYTONA.
WELD PROCESS CONTROL IGNORANCE LEADS TO DAILY WELD SHOP FIRES: FOR THOSE MANAGERS WHO ARE TOO BUSY PUTTING OUT THEIR DAILY, COSTLY ROBOT WELD SHOP FIRES AND SPENDING MILLIONS ON UNNECESSARY ROBOT WELD REWORK, ALL A PERSON HAS TO DO TO GET CONTROL OF THEIR MIG WELDING ROBOTS IS "TAKE LESS ADVICE FROM THE WELD EQUIPMENT AND CONSUMABLE MANUFACTURES AND TAKE A FEW HOURS TO READ MY PROCESS CONTROL SELF TEACHING BOOKS AND MATERIALS.
WHY WOULD CHRYSLER INSIST THAT IT'S PERSONELL AND SUPPLIERS EXPOSE THE WELD PERSONNEL TO CARCINOGENIC WELD FUMES WITH A WELD PROCESS THAT OFFERS THE LOWEST WELD QUALITY POTENTIAL WITH NO WELD PRODUCTIVITY BENEFITS?:
.
The abuse of the welders as a result of salesmanship
and management - engineering weld process ignorance?.
Poor quality, self shielded robot welds and poor robot weld production rates were not the only weld problems in the Chrysler plant. The self shielded weld wires had alloys that were maxed out (PEL) in the MSD sheets. The alloy levels in the weld wires recommended create a serious health hazard and some of the self shielded wires accepted and still in use in 2005 have alloys which in the form of smoke or dust are classed as "carcinogenic". The robot cells utilized had exhaust units, however the manual repair welders working near the cells were required to wear breathing apparatus as the smoke and dust from the manual weld repair area floated across their work area and through the rest of the plant.
The Lincoln, self shielded flux wire weld fumes were so bad that even with clean air breathingapparatus the Chrysler manual workers (I won't call them welders as it was impossible to do quality weld repairs on top of the robot welds) would only work for four hours, they then would be replaced by another weld repair crew.
THERE SHOULD ALWAYS BE CONSIDERATION FOR JOB SATISFACTION, FOR WORKERS FATIGUE, FOR EMPLOYEE TURN OVER AND ALWAYS FOR PRODUCT LIABILITY:
For those of you not used to these self shielded wires promoted by Lincoln Electric, please be aware that your robot operators and weld repair personnel when working with these weld consumables can expect fatigue, and other weld fume symptoms. The company using these products can also anticipate employee turn over issues and poor worker moral. Perhaps one day a knowledgeable person in the plant that uses these products will pick up the dusty, rarely opened MSD specifications for these weld wires and become aware of the potential weld fume safety issues.
The sad part about making workers use these products is that the self shielded wires were not necessary for the application in the first place. These welds could be made with the cleaner MIG process and lower cost MIG wires. On the galvanealed parts, the MIG process fumes would offer no known safety hazards and the welds would have greater weld quality and productivity potential.Another concern with the self shielded flux cored wires that create so much weld rework is the grinding and cleaning of the welds on the parts to be repaired or coated. The dust created from the rework can also create a safety hazard.
Once the self shielded, high level alloy particles and dust from grinding repairs get into your shop air how do you control it? The bottom line you don't have to worry about weld fume or dust controls if you make rational weld engineering decisions and refuse to use these weld consumables.
2004: MORE EVIDENCE OF CHRYSLER MANAGER INCOMPETENCE :
It was 2OO4. Eight years had passed and I was back at the Chrysler corporate center face to face with you know who. The same corporate weld engineer was still working for the Chrysler, in a way I was surprised that with all the over costs he had generated, he had not been promoted to some VP position.
This time I represented a tier one supplier who was loosing over $300,000 annually because he was made to use the same self shielded wires on some small galvanealed parts. At this engineering meeting new weld test data was presented along with an unusual letter that I had attained from a company that knows a little about steel components, the letter was from US Steel.
PERHAPS THE CHRYSLER WELD ENG WOULD LISTEN TO US STEEL:
The US Steel Corporation tells Chrysler it's wrong but Chrysler ignores them. US Steel makes most of the high strength galvanealed steels sold in North America. I approached the chief metallurgist at US steel for his opinions on the SS wires and the coated metals. In the US Steel letter which was sent to me and addressed to Chrysler. The US Steel chief metallurgist recommended that the MIG process rather than the self shielded SS process be used for the coated steel applications.
Again the weld data and facts I presented at the Chrysler corporation meeting was well received by the majority of Chrysler corporate engineers and also by a very frustrated Chrysler purchasing manager who chaired the meeting. It seems the purchasing manager who chaired the meeting was fed up with dealing with suppliers who had many complaints against the use of the SS flux cored weld wires. Let's face it, all good purchasing personnel are driven by cost reduction and this purchasing manager knew that many times Chrysler had been presented with great opportunities for multi-million dollar weld cost reductions, and yet over and over he had seen the engineering team led by the Chrysler weld engineer turn their backs on weld engineering logic.
At the end of the day, the Chrysler / Lincoln Self Shielded weld meetings always got bogged down, mostly in BS, as theChrysler weld engineer would stand his ground and would not back down on his poor weld process decision. This meeting as with the previous presentation eight years ago, again provided over overwhelming evidence along with the support letter from US Steel, yet the Chrysler weld engineer stood behind his choice of the weld consumables. The report by the way also took a further step in the examination of "fatigue properties". This report had crash weld test data, showed their were unusual weld failure issues occurring with the self shielded wires, while all the MIG welds passed the tests. With all the evidence the Chrysler weld engineer would again not allow the change to MIG and the other Chrysler engineers did not seemed concerned about the fatique issues or structural integrity of their vehicles.
Each supplier who used the self shielded products and bought the related weld issues and considerable cost savings from the MIG process to the table for Chrysler was shot down by the Chrysler weld engineer.
[] The self shielded weld wire recommendation may require the weld shop to place two weld layers resulting in uncontrolled weld heat and chemistry and mixed with slag result in poor mechanical weld properties. When two weld layers are required because you cannot do it right the first time the extra weld heat can partially destroy the applications "high strength properties" in the HAZ along side the welds. The end result can be larger than anticipated "heat affected zones" that have larger than anticipated elongated grains leading into excess strength welds with poor ductility, lack of fusion, slag and porosity defects.
[] The excess heat of two weld layers will also vaporize the HAZ galvanealed coated surface reducing the part's corrosion resistance either side of the weld area.
THE WELD CHEMISTRY OF THE SS WIRES ON A GOOD WELD IS NEVER GUARANTEED:
The bottom line this weld wire recommendation has for years required part suppliers to provide some welds made with self shielded wires that typically do not provide "a guaranteed specific wire chemistry range". The weld wire recommendation may require manual weld rework and force the weld shop to place two weld layers resulting in uncontrolled weld chemistry and poor mechanical weld properties.
WELD POROSITY. When welding galvanealed parts you can expect low to moderate dispersed weld porosity with the MIG process. Expect a little more porosity from the colder, faster freeze short circuit and much less weld porosity from spray transfer or pulsed MIG. The higher energy spray transfer mode should typically provide less weld porosity than pulsed welds. When MIG spray or pulsed is used, most of the galvanealed surface is vaporized at the leading edge of the weld puddle.
When welding galvanealed with the self shielded wires, you will always get more weld porosity that that attained from any MIG weld transfer mode when used with argon CO2 mixes. Apart from the influence of the coating, the self shielded weld slag does an inconsistent job of protecting the weld from the oxygen and nitrogen in the atmosphere.
Much of the self shielded weld porosity results from atmospheric nitrogen that gets into the welds and produces pores that contain N2. Along with the porosity you will find entrapped weld slag which is increase when two layer welds that are applied when weld repairs are necessary. The porosity and slag and zinc additions become a primary concern in the welds, adding to the potential weakness of that weld especially during a collision.
From a weld mechanical, weld chemistry, weld quality and weld productivity perspective, in contrast to MIG wires, the self shielded flux cored wires when tested offer no weld benefits, the self shielded wires do however offer;
[a] excess weld spatter,
[b] tenacious difficult to remove weld slag,
[c] poor weld fill and inconsistent weld fusion potential,
[d] higher weld consumable costs,
[e] weld fumes and dust that should be considered a hazard.
[f] higher than normal weld repair rates that lead to excess part heat on high strength, coated thin gage applications. This heat can greatly reduce both the part mechanical properties and lower the corrosion resistance along side the welds.
[g] welds with excess porosity and slag inclusions will lower fatigue and impact properties.
[h] welds in which quality weld repairs will always be suspect..
After a decade of costly weld disasters since this product was first used on the Neon, the self shielded flux cored weld wire recommendation is still endorsed in 2008 by the same Chrysler corporate engineer. It did not seem to matter to Chrysler that in March 2005 a major Crash Test organization announced that of all the cars it tested the Chrysler Neon got the worst crash test results?
Conclusion: Today you will find the self shielded weld wires used at many big three locations, this statement is simply a reflection of the general lack of weld process expertise that prevails at these corporations.
As with most robot weld problems, the robot weld issues are typically people issues. You may want to know why the managers and engineering team at Chrysler did not do their job. If you are an engineer involved in welding decisions and you have minimal weld process control expertise, it's easy to understand why you will not want to take a stand against a person who is supposed to be qualified. However when you are handed evidence such as presented in this report and you don't react, you did not do the job you are paid to do. If I was Chrysler management and still in business in 2009, I would use this report for future engineer training sessions called "How Not Run a Project"
WHEN A CORPORATE ENGINEER'S LACK OF WELD PROCESS EXPERTISE LEADS TO POOR WELD DECISIONS, THE COSTS TO HIS CORPORATION CAN SOMETIMES BE MILLIONS.ENGINEERING DEPARTMENTS IN THE AUTO / TRUCK INDUSTRY EMPLOY ENGINEERING MANAGERS, UNFORTUNATELY MANY OF THESE MANAGERS HAVE LESS WELD PROCESS EXPERIENCE THAN THEIR INEXPERIENCED WELD DECISION MAKERS. IN THIS CASE IT'S EASY TO UNDERSTAND THE BIG THREE CORPORATION'S MANAGEMENT APATHY, AND WHY THEY DO NOT RESPOND TO THE PRESENT DAY WELDING PROBLEMS THEY ULTIMATELY IMPOSE ON THEMSELVES AND THEIR SUPPLIERS.
THE SCENARIO DISCUSSED AND EMPHASIZED ON THIS WEB SITE IS AN INDICATION OF THE MANAGEMENT GLASS WALL THAT IS FOUND THROUGHOUT THE AUTO / TRUCK INDUSTRY. THE INVISIBLE WALL THAT IS DISCUSSED EXTENSIVELY IN THIS WEB SITE IS THE WALL THAT ISOLATES APATHETIC MANAGERS AND ENGINEERS FROM THE REAL WORLD MANUFACTURING PRACTICES FOUND ON THE SHOP FLOORS.
To learn more about poor robot management practice click here.
E Mail.2007: July 05.
Ed, It looks like we are just starting out on a new Chrysler project welding a galvanealed product, galvanealed NS 6000 D series 44a. According to the Chrysler spec, we would be allowed to use a solid carbon steel ER 70S-3 MIG wire, but they require a 75 argon - 25 CO2 gas mixture for this. I think Chrysler takes the cake on this gas selection. By the way if our engineers had selected galvanized material, according to the Chrysler spec we would have been forced into using the self shielded FCAW process.....Is the Chrysler weld engineer from this planet? What I also don't understand is the fact that they are specifying a coated material, and then we are still required to e-coat the part. I wonder what the reasoning is behind double coating the cradles.....I'm sure they don't even know.
Regards RG. Tier One.Ed's Answer" don't look for weld rationalization out of Chrysler. The choice of the 75-25 gas restricts the use of spray transfer on parts over 0.070 and when used with spray or pulsed will be the cause of spatter. As for the self shielded wire, only the Chrysler corporate engineer knows why he still insists on recommending one of the world's worst electrodes for coated materials. As for the double coating, it makes no sense. What does make sense is to coat parts after welding as welds simply destroys the zinc coatings in the weld area. As I said don't look for logic when dealing with Chrysler..
May 2006 E-mail From PL
England.
Ed. I have just read your Chrysler Neon article regarding the cross members and self shielded flux cored wire issues. I fully endorse your views and comments. Its a shame that many of the so called "welding engineers" in the automotive industry lack the actual knowledge and skills to fulfill this critical role. I myself am a welding engineer for a tier one supplier to the auto industry and see this too often. As a time served boilermaker in the UK, I feel that there is an extensive lack of weld process knowledge and experience with the welding and engineering personnel in the auto / truck industry. I must also thank you for your books 'A Management & Engineering Guide to MIG & the Training' materials both of which we as a company refer to regularly.
Cheers Mate. PL - UK.
THE CONSEQUENCES OF LACK OF PROCESS EXPERTISE: FEW ENGINEERS OR DESIGNERS IN THE AUTOMOTIVE INDUSTRY ARE AWARE OF THE WELD CURRENT AND PART THICKNESS COMPATIBILITY WITH THE COMMON AVAILABLE MIG AND FLUX CORED WELD CONSUMABLES USED IN THEIR FACILITIES? EVEN FEWER WILL UNDERSTAND THE WELD ENERGY DIFFERENCES GENERATED BETWEEN A REVERSE POLARITY MIG WIRE USING SHORT CIRCUIT, PULSED OR A SPRAY, VERSUS A STRAIGHT POLARITY SELF SHIELDED WIRE?
IN THE GOOD OLD DAYS, ENGINEERING KNOWLEDGE USED TO BE GAINED FROM BOOKS AND HANDS ON EXPERIENCE. TODAY FEW ENGINEERS ARE IN CONTROL OF THEIR PROCESSES AND EVEN FEWER WILL HAVE READ A BOOK ON WELD PROCESS CONTROLS.
IT'S ALSO A SAD WELD REALITY THAT TOO MANY ENGINEERS IN AUTO / TRUCK PLANTS RELY ON WELD ADVICE FROM SALES REPS OR FROM ORGANIZATIONS THAT MAKE THE WELD CONSUMABLES OR WELD EQUIPMENT.
FOR THOSE MANAGERS WHO ARE TOO BUSY PUTTING OUT THEIR DAILY, COSTLY ROBOT WELD SHOP FIRES AND SPENDING MILLIONS ON UNNECESSARY ROBOT WELD REWORK, ALL ANY PERSON HAS TO DO TO GET CONTROL OF THE MIG AND FCAW WELDING ROBOTS IS TAKE LESS ADVICE FROM THE WELD EQUIPMENT AND CONSUMABLE MANUFACTURES AND TAKE A FEW HOURS TO READ PROCESS CONTROL BOOKS.
Chrysler Recall date: Not reported
Units potentially affected: 3,683
NHTSA campaign number: 99V001000
Defective part or component: STRUCTURE:BODY
Description: Vehicle Description: Passenger vehicles. The rear suspension crossmember may be missing welds. This condition can result in structural cracks in the body, and reduced crash protection in the event of a rear impact. Dealers will inspect the vehicles for any missing welds, and will have structural rivets installed in place of the missing welds.
GALVANEALED PARTS AND WELD POROSITY. When you read in a weld spec "that no external weld porosity is allowed on galvanealed welds" you know that spec has been written by a person with minimal weld process expertise.
When welding galvanealed parts you can expect a low level of "internal and external " random small pore porosity dispersed throughout the welds with any of the common weld transfer modes utilized. With MIG welding as the weld energy content increases there should be less porosity.
Expect more (but acceptable) weld porosity from the low energy short circuit mode and much less weld porosity from the higher energy pulsed and spray transfer modes. Spray transfer should provide less weld porosity than pulsed MIG welds. When the spray and pulsed modes are used, most of the galvanealed coating surface is vaporized at the leading edge of the weld puddle.When welding galvanealed with the self shielded flux cored wires, you will always get more weld porosity that that attained from the cleaner MIG spray or the pulsed process. The self shielded weld slag does a poor and inconsistent job of protecting the weld from the atmosphere and part of the
Self Shielded slag is actually responsible for the porosity. Most of the self shielded weld porosity results from atmospheric nitrogen that gets into the welds and produces pores that contain N2.There is no such thing as an optimum quality weld on any coated part and especially on any "galvanized part", therefore when welding galvanized with any weld process, compensation is required in both the weld quality specifications applied and in the weld procedures utilized.
As soon as a weld is made on that coated part, the zinc coating in the weld area is destroyed and therefore the weld influenced area will rust at the same rate as an uncoated steel. If the auto industry was really interested in the weld quality it produced, it would require that the galvanize coatings be applied after the welds are made.
If you have spent more than 10 minutes reading the information at this web site, please remember your weld career is based on your weld management or weld process control expertise, if you have a moment check out Ed's books and unique weld training resources.
The reality for galvanized MIG and flux cored welds is that most welds will contain much more internal weld porosity than external weld porosity, yet most auto weld quality specifications will typically only half heartily address the external weld surface weld porosity.
It takes only a few minutes to cut and section robot weld samples to determine both the internal weld fusion and weld porosity content. However if the auto industry demanded internal weld qualification evaluations on it's galvanized welded parts that industry would then have to make the logical engineering decision to stop welding on galvanized parts.
That weld porosity you may find on those stamped parts may be formed by lubricants on the part surface or the alloy reactions from the zinc surface coating or a combination of both.
As long as welds are going to be made on galvanized parts, engineers should be careful of the applications selected and should provide tight controls of the zinc surface content and coating thickness allowed.
External Weld Evaluation. Rather than arguing with a weld inspector about the size of an individual, external weld pore in a galvanized weld, its more logical that weld specifications should require to measure the weld length and size of the acceptable part of the weld to see if it meets the minimum design weld size criteria.
Why be concerned with a 1.5 mm diameter surface weld pore if you have made the weld length 2 mm longer than it needs to be. Why be concerned about a 1.5 mm surface weld pore on a two mm part when you measure that lap or fillet weld on the part and find out your fillet or lap weld is actually 4 mm, or twice the size it needs to be.I recently viewed some self shielded welds on galvanized parts and a quality manager was arguing about the acceptable size of an individual weld pore when at the same time he missed the fact that on the 3 mm fillet welds which were required to be 25 mm in length, half the weld was nothing more than a shallow concave crater offering a weld with unacceptable weld strength.
WHEN THE AUTO INDUSTRY WELD SPEC STATES A WELD IS NOT ACCEPTABLE AS IT HAS A WELD SURFACE PORE, THIS INDUSTRY FORGETS THAT THE WORLDS MOST STRINGENT PRESSURE VESSEL AND PIPE CODES PROVIDE A GENEROUS ALLOWANCE FOR WELD POROSITY.
As MIG spray transfer provides high weld energy and a protective argon mix protects the minimum alloy content MIG weld, its logical that the MIG process should always produce superior weld quality in contrast to self shielded flux cored wires on the same parts. When using MIG on galvanized parts use a low silicon wire like the E70S-3 and a high energy low oxidizing MIG gas like argon 25 CO2. On parts < 1.8 mm straight CO2 is beneficial. Use the highest weld settings, "less" fore hand or push technique, avoid weld weaves, use crater fill data and ensure the weld surface is always convex..
.SELF SHIELDED WIRES & WELD REALITY:
[a] Self Shielded (SS) weld WIRES AND WELD HEAT:
In contrast to MIG short circuit transfer, in which typically 70% of the heat is applied to the weld wire tip and the arc goes on and off approx. 100 times per-second, the SS wires "straight polarity", open arc weld transfer mode can dramatically increase the part heat and dramatically increase the weld burn-through potential of thin gage applications, especially as most wires used are oversize for the intended application. Keep in mind also that in contrast to SS wires, MIG typically provides welds with greater weld deposition rates providing faster weld speeds which also provide less part heat. The high heat from SS wire applications typically will lower the parts mechanical properties and can reduce the surface coating along side the welds lowering the corrosion resistance.
A fundamental weld fact: The smallest self shielded flux cored wires available today " 0.035" (1mm) cannot weld fillet or butt welds longer than 30 mm in length on steels < 1.7 mm without great potential for weld burn through.
[b] SS WIRES. WELD FUMES AND DUST:
In contrast to MIG welds, the SS weld fumes and also the dust and particles that typically occurs while trying to remove the tenaceous slag and the weld cleaning operations are typically hazardous and often contain carcinogenic components. How much barium / strontium compounds, high iron content, manganese, and unique alloy combination mixtures does the management want their workers to absorb from that high volume weld smoke and particles?
Note, while I was test welding these pathetic products, with approximately one hours weld time I felt sick and then felt bilious for the next twenty four hours.
When using the self shielded weld wires, weld shops have to invest in costly, large ventilation equipment that would not be required with MIG wires. Of special concern is the secondary smoke, grinding particles and dust that can get out of the robot cells. Also consideration must be given for the long term health of the manual welders that have will have to use these wires to carry out the weld repairs which will be necessary on most gage galvanealed welded parts.
[c] SS WIRES AND WELD SPATTER:
With MIG welding, the weld spatter is controllable. With the self shielded products additional man power is typically required for weld spatter clean up. Also the weld cell equipment, sensors and weld part fixtures will typically be heavily contaminated with the unnecessary weld spatter. The excessive weld spatter is also a reason for the frequent contact tip changes that this process requires with robot welds.
[d] SS WIRES, WELD SLAG & PAINT:
MIG produces a minuscule amount of weld surface slag. In contrast, the self shielded flux cored wire weld slag is extensive and difficult to remove. If E Coat or paint over the welds is required this requires consideration.
[e] SS WIRES AND WELD SPECS.
The ludicrous weld standards applied with these self shielded products is enough to make one feel ashamed to be part of the weld profession. Some of the self shielded wires approved have an AWS E71T- GS designation. The GS simply means the electrode supplier conforms to no specification but his own. The big three corporate weld specs that allow the use of these wires will often show an indifference for the weld quality attained.A corporate weld spec may be concerned about having no more than 20 percent of the weld metal having weld undercut. Yet few weld specs will address the fast freeze self shielded welds which can create suck back craters on the underside (no slag protection) of thin parts <1.6mm. The suck back craters in the gage metals can be as deep as the gage metal being welded.
The corporate weld spec may not allow a single pore in the coated weld surface, yet the specs will allow an SS weld to be full of porosity, have large concave weld craters or provide inferior inconsistent mechanical weld properties.
[f] SS WIRES AND PROMOTIONAL SALES BOVINE FECAL MATTER.
Lincoln describes one of it's sad self shielded wire products as "an operator favorite" On another one of these products Lincoln states "it's an extremely popular wire with excellent operator appeal, low spatter and good weld appearance".When you read the descriptions of the SS wires you have to ask yourself what planet are these people from Lincoln from.
[g] SS WIRES, WELD HEAT AND WELD POLARITY.
MIG uses reverse polarity (RP). With RP the majority of the weld heat is absorbed by the electrode wire, (negative electrons drawn to positive wire tip). The self shielded (SS) wires uses straight polarity (SP) in which most of the weld heat is absorbed by the weld part. The wire size and weld current used and ability of the part to absorb the heat will determine how much heat is produced and what the weld burn through potential.
In the weld wire literature the user is informed that SP puts less heat into a weld. The SP weld heat distribution does allow the use of larger SS weld wires. However with SS wires typically larger wires than MIG wires are utilized so the SS weld current requirements are often higher. Also on thin gage parts < 2 mm the RP. MIG process allows short circuit transfer in which the arc is on - off many times per-second. The SC. RP process is much more suited to gage applications and gaps than any SS product.
Irrespective of the weld polarity utilized, the self shielded wires are an "open arc weld transfer mode" in which the arc energy generated is nearly constant. In contrast to SS wires, the MIG process offers the unique short circuit mode of weld transfer in which the arc goes on - off many times per-second.
The low weld parameter, short circuit transfer weld mode, the small much lower cost MIG wire diameters, the weld gas coverage which provides low voltages and arc stability are the reasons that short circuit transfer is the world's most beneficial weld process for 1 to 2 mm gage metals.
[h] SS WIRES AND WELD DUCTILITY.
The SS weld wires have less wire ductility and strength than the MIG wires. As small 0.035 - 0.045, SS wires are now being selected for metals less than 2 mm, extensive robot wire feed issues may be generated.
[i] SS WIRES AND WELD REPAIRS:
The SS wires are today responsible for the greatest amount of weld repairs in the North American auto / truck industry. Although its a common practice in automotive / truck plants, to place a self shielded wire repair weld on top of a SS weld with slag. This is usually against the advice of the AWS wire specifications, and its often an invitation to a future weld product liability law suit.When repairing self shielded welds with the weld slag left in place, both the repair weld fusion and weld quality potential will suffer greatly. Due to the tenacious weld slag which forms on the self shielded wire welds, this process does not allow for quality weld repairs. When repairing welds with burn holes the manual welder will typically extend the SS wire stick out to avoid weld burn through. Using the term "welds" for these repair welds is a real stretch.The repair welds will have poor fusion and be saturated with both weld slag and porosity. The welds on top of welds may produce excess alloy dilution producing extra high strength welds with poor ductility.
[j] SS WIRES AND WELD - PART MECHANICAL PROPERTIES:
The fact that the welded part is galvanealed or galvanized is irrelevant. I have had mechanical weld tests performed on the SS wires and also on MIG wires. The weld test results indicate that MIG provides the best internal and external weld quality and meets all the mechanical needs. Its also notable that with a MIG short circuit weld that the weld throat depth will be much deeper than the self shielded wire weld. The SS welds penetration is often shallow and the welds tend to be concave with often more slag depth than weld depth.
LINCOLN ELECTRIC STATES THAT THE SS WIRES ARE SUITED TO COATED APPLICATIONS, YET LINCOLN PROVIDES NOT ONE PIECE OF WELD METALLURGICAL EVIDENCE TO SUPPORT THEIR CLAIMS.
Weld fusion and weld throat depth are the two things that add up to the weld strength and integrity. When tensile tests are taken of the SS wire welds or of the MIG welds, if the weld quality is sound with both processes the welds will pull apart in the area's weak link, the heat affected zone, HAZ. As the SS wires put more weld heat into the part's HAZ , the SS wires HAZ is usually larger and therefore weaker than that of the short circuit HAZ.
[k] SS WIRES AND WELD COSTS.
It amazes me that in an industry that looks for so many ways to shave a $1 of the cost of a vehicle that some one in engineering would recommend the self shielded wires with out examining the weld cost consequences.
The price of the small diameter <1.6 mm, self shielded wires can be two to four times per-pound the cost of a small diameter MIG wires. The weld deposition efficiency of the self shielded wires also dramatically increases the weld consumable costs. With a MIG weld set correctly, the weld deposition efficiency should be at least 99%, in contrast the SS weld could be one third weld, one third weld slag and one third weld spatter.Example. Lets say a foot long MIG weld requires 0.1 lbs. The MIG wire cost $1 a pound so the MIG weld wire cost per foot of weld is 0.10 cents. In this proportion the weld gas for the 0.1. lbs would be approx. 0.05 to 0.10 cents so the MIG consumables cost for the foot of weld would be 0.15 to 0.20 cents.
The small diameter 0.035 or 0.045 self shielded wires cost approx. $3 lb. Due to poor weld deposition efficiency it takes 0.15 lbs of wire for the foot of weld. The self shielded wire will cost 0.45 cents per foot of weld. 15 to 20 cents for the MIG / gas combo, versus 45 cents for the self shielded wire weld now multiply that by numerous welds on millions of vehicle parts.MIG wire weld transfer is much more stable than the self shielded welds. On many thin gage applications <1.6 mm, in contrast to self shielded the lower arc energy MIG process will allow for higher wire feed rates, (higher weld deposition rates). Typically MIG will allow for a twenty to forty percent increase in weld deposition. This means when using MIG in contrast to self shielded wires, there may be a potential of 15 to 30 percent reduction in weld labor costs or a 15 to 30% increase in robot weld speeds.
A great impact on weld costs is robot weld efficiency and weld rework costs. Thanks to the Chrysler weld spec requirement, numerous robots are today using the world's most inefficient and costly weld process and often generating weld rework that's typically greater than 60 percent.
.
WELDING PARTS LESS THAN 0.035The welded gage thickness used on cars and trucks seems to decrease each year which should not be a surprise as few designers in the auto industry are aware of weld process and gage limitations. One part I worked on in 2005 had a galvanized 0.8 mm part welded to an 8 mm galvanized part. Today many coated products are being designed that are less than 1.2 mm and the the SS process is still recommended.
I hope the auto industry hears this message loud and clear. The SS welds in contrast to MIG welds will always be inferior. The SS welds are poorly suited for thin gage Hydro formed parts, especially on parts < 1.6mm, and thin parts that require butt welds, fillet welds, weld gaps, and weld lengths on thin gage that are over 50 mm in length.
DESIGN CONSIDERATION THAT ALLOWS WELD
PROCESS QUALITY / PRODUCTIVITY OPTIMIZATION.
Managers may want to consider providing their designers, engineers and manufacturing supervision with robot weld process training. Automotive companies will benefit by hiring managers, engineers and technicians that actually understand the weld processes they work with. My robot process control training program is unique in that the training places focus on design and weld compatibility with the weld process utilized, along with the management, engineers, technician requirements for robot weld best practices and robot weld process controls.
In Jan. 2005 I visited a plant in Mexico making car door parts. The parts varied in thickness from 0.8 to 2 mm. The parts were galvanized and the weld consumables used were, you guessed it, 045 1.2 mm Lincoln NR 152 SS wires. The SS wires in Mexico cost $2.40 lb while 035 MIG wire was available for $0.060 lb. The weld rework from the SS welds was mostly caused by weld burn through. The weld rework average was typically 50%. As over 350,000 parts a year were required the high weld rework was a great concern.
The weld lengths on the galvanized gage parts were typically 15 to 24 mm long. The robots used were Fanuc and the latest 355 Lincoln power sources were utilized. Fifty percent of the small SS weld lengths on the parts that were considered acceptable were nothing more than a concave crater and this weld situation was impossible to rectify with the voltage sensitive weld consumables or the new Lincoln power source.
The SS welds as usual looked awful and the parts were full of weld spatter. Two workers were required for the weld clean up and weld rework. As there were no corporate weld engineers imposing their welding will on this Mexican plant, I was allowed to make unhindered weld process changes. It took me less than three hours to change over to 035 (1 mm) MIG wires with argon 10 CO2 and set the new weld data. With the lower cost MIG wires we produced zero weld rework and increased productivity by 10%.
I wonder when the year 2010 arrives will some car or truck plant still be reporting on the problems its having with it's self shielded flux cored welds?
Thanks to the Chrysler corporate weld engineer, thanks to hundreds of apathetic auto / truck manufacturing managers engineers and sheep who followed blindly and thanks to companies like Lincoln Electric and Hobart who's management tout their weld process technology capability and yet offer a process ignorant industry their poor self shielded consumables, in 2008 we are getting some of the worst welds the world has ever seen on some of the highest tech cars and trucks ever built.
This self shielded flux cored wire was made with optimum weld settings and optimum weld techniques, and yet the automotive plants still choose to use it.
.
Question on E71T-8 SS Wires..
Question:
Ed Which is the most common, all position, self shielded flux core wire used for out door structural projects and could you provide some best practice info?Answer:
The AWS E71T-8. 5/64 wire. From my perspective with these and all self shielded wires there are no best weld practices. The obnoxious E71T-8 wire belongs in a 1920 scrap yard. Its hard to imagine why the worlds largest weld consumable manufacturers would want to be associated with theses wires. This weld wire is common for structural welds on construction projects, however these wires are also difficult to use and the weld quality attained is always questionable.
E71T-8 Weld Tips:[] The E71T-8 wire operates in a very narrow voltage range.
[] The common 5/64 wire welds best with 19 to 22 volts. If the operator changes the wire stickout the voltage can be out side the so called optimum narrow operating range. The operator should try to maintain a 3/4 (18 mm) wire stick out from the contact tip to weld..
[] Too little voltage causes excess spatter, arc instability and convex cold weld.
[] Too high voltage causes porosity, increased trapped slag and excess weld fluidity.
[] Long cable lengths and poor cable lug and ground connections will influence the weld voltage and current.
[] The best power source for the E71T-8 wire, use a regular CV power source or a generator with a CV adapter.
[] Use back hand or drag. Direct the weld wire into molten pool and angle gun approx. 10 degrees.
[] For improved arc starts, clip the wire stick out to 1/2 (12mm) and start with a short stick out. Hold the puddle for a second.
.
The following is a story that has it all. Lincoln Electric a Cleveland based major weld equipment and consumable manufacture has major weld product problem in a severe earth quake. The selection by California engineers of unsuitable weld consumables for numerous construction projects. Cleveland voters sending donations to California politicians. Tax payers stuck with the earth quake bills. Lobbyist, Lincoln and FEMA connections. A generous grant of millions to a company that did not ask for it. The possibility of future buildings designed to with stand an earth quake waiting to collapse and let's not forget, lives that may be lost in the next L.A earthquake. If this was a movie I would call it;
"L.A Buildings - Earthquakes - Human Tragedy, Billions of dollars costs, and extensive reasons why you should not use Self Shielded Flux Cored Wires"
I call this story "The Fox who was asked to Guard the L.A. Hen House"
.
Who'll pay for L.A.'s shaky skyscrapers?
Written by Greg Brouwer.
1999 LA Weekly News.
When the Northridge quake awakened Los Angeles on January 17, 1994, it was considered at 6.7 magnitude a relatively moderate shudder. However, because of its location, it was the first true seismic test for many of L.A.'s 1,500 steel-frame buildings. At first glance, most edifices seemed to fare well, but a disturbing trend soon surfaced: Many of the interior beam-to-column connections had cracked, in some cases splitting all the way through. The problem first came to light in structures still under construction, like the Getty Center, which was then just completing steel framing. Engineers there found a series of cracked connections and decided to replace all of its original welds. Owners of completed steel-frame buildings thus learned of the threat, but determining the status of their own welds would require breaking through plaster or concrete just to get a look. Still, the damage had been done - the long-standing myth of the seismic invincibility of steel has been questioned ever since.
Shortly after Northridge, the Federal Emergency Management Agency (FEMA) joined several independent firms in conducting tests on the flawed connections. The examinations eventually determined, among other things, that the weld metal was too brittle to withstand severe seismic activity. By the end of 1994, the city of L.A. Issued construction guidelines that effectively banned the use of this electrode product, called a self shielded flux cored wire E70T-4.
Now in 1999, five years after the realization of this fundamental engineering flaw, even as geologists discover new, potentially catastrophic fault lines under the city, a rather ominous question remains: What about those Lincoln self shielded flux cored welds? Nearly all of L.A.'s steel-frame buildings constructed prior to Northridge were built with the weak welded connections. Shouldn't they be repaired?
Some say that the Cleveland-based Lincoln Electric Co, which produced and supplied the self shielded E70T-4 weld wires to L.A. Contractors and builders over the past 30 years, should be held responsible for the questionable welds and poor choice of weld consumables. Executives at Lincoln have another idea. Over the past two years, Lincoln has spent more than $1 million on a quiet, sophisticated lobbying campaign designed to press the federal government to step in and pay the enormous cost involved in retrofitting thousands of welded steel connections in hundreds of buildings across L.A. - and thousands more throughout the quake-prone West.
Lincoln has campaigned in part on its own, but also in connection with Cassidy & Associates, a high-priced Washington lobbying firm. Through the attorneys at Cassidy, in turn, Lincoln launched something called the "Seismic Safety Coalition," (SSC) which purports to be "a broad-based, nonpartisan organization" and a "national coalition," but in fact claims a single dues-paying member - Lincoln Electric.The "chair" of the SSC commission is Leon Panetta, former congressman from California, former chief of staff at the Clinton White House and longtime associate of FEMA director James Lee Witt. In his capacity as SSC chair, Panetta has registered for the first time as a congressional lobbyist.
As described in it's mission statement, the Seismic Safety Coalition sounds innocuous enough. It seeks to "improve public health and safety by encouraging more vigorous pre-disaster hazard-mitigation efforts with respect to earthquakes." But then comes the punch line: "Specifically, we want to see new developments in earthquake-resistant design and construction practices incorporated in a responsible and effective retrofitting program" - with the federal government picking up the tab. Government commitment to such a policy could save Lincoln millions of dollars in liability for its welds in Southern California alone.
Just how Lincoln's coalition has gone about pressing its agenda remains unclear - officials at both Lincoln and Cassidy refused to discuss the group, and a half-dozen calls to Panetta were not returned. But one apparent path of action can be discerned in a new federally funded retrofit project in San Bernardino County. In December of last year, engineering specialists at Cal State San Bernardino were informed by the office of Jerry Lewis, the San Bernardino congressman, that they were the lucky recipients of a $5 million federal grant, to be used for "a pilot project of seismic- retrofit technology." And while the university had not asked for the grant, they were told during an informal meeting with FEMA and a Lewis aide that the money would be used to demonstrate the financial and technological feasibility of retrofitting a steel-frame building constructed with Lincoln's E70T-4 weld wire.
Lewis, probably the most powerful member of Congress you've never heard of, sat last year as a senior member of the House Appropriations Committee, which decides how to split up the federal pork pie. Lewis also just happens to be from a seismically vulnerable district and was heavily lobbied for FEMA appropriations by the Seismic Safety Coalition. To complete the circle in San Bernardino, two members from the coalition - one representative each from Lincoln and Cassidy - joined the FEMA crew that met with Cal State officials to lay out the details of the unprecedented $5 million grant.
.
Notes from Ed. The E70T-4 was touted as being a high weld deposition rate weld wire and therefore that was a key justification for its use. Keep in mind may of these steel joints were in the past welded with SMAW (stick) electrodes that typically provided approx. 2 to 3 lbs/hr. Regular gas shielded flux cored E71T-1 wires will enable 11-12 lb/hr for all position welds that will meet all quality / code requirements. The change to the 70T- 4 wires would enable high deposition rate "mechanized" welds and this looks great on paper till you examine the weld quality differences between the three processes mentioned and you see how often mechanization is utilized.
Notes from Ed. California home to the American navy shipyards, and in these ship yards you won't find anyone using Lincoln self shielded weld wires when quality welds are required. What you will see is the ships are primarily built with the E71T-1 gas shielded flux cored wires. It's really unbelievable that in the construction business, engineers simply did not have a clue about the primary processes and consumables typically being used in industries that weld steel components
Notes from Ed. It's not mentioned in this report if the E70T- 4 weld wires were used "manually" or were all the welds automated. Typically with construction projects the vast majority of weld are made manually. Were these wires also used to weld vert up or vert down?
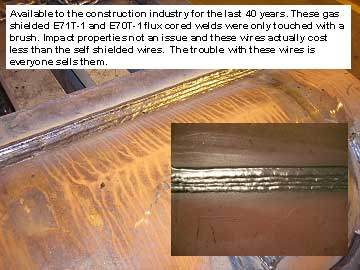
Notes from Ed. The horizontal, multi-pass, manual welds made in left photo were made with a E70T- 4 wires. This picture was taken at a North ridge building project. From my perpective the visual of this weld is an indication of a poor process wit poor quality and the use of poor weld practices.
Notes from Ed. You would not have to look far with this weld to find in the vee groove side wall fusion issues with excessive slag and porosity concerns.
Notes from Ed.In contrast, below right, you will note multi-pass manual welds made with E71T-1 "gas shielded" flux cored wire. This process would have cost less and provided far superior welds and mechanical properties.
Notes from Ed.
RIGHT: IN CONTRAST TO SS. ALWAYS SUPERIOR QUALITY FROM THE GAS SHIELDED FLUX CORED PROCESSS & WIRES.
Notes from Ed. If the E70T-4 wire or any SS wires wires were used in the field on construction projects there would have been at that time no logic in their selection as the SS process and wires could not deliver the required quality with the minimal impact requirements.
Notes from Ed. Keep in mind that when ever we are concerned about fatigue properties in the multi-pass, all position welds and base metals, with the weld procedures we need to use weld consumables that enable the desired weld mechanicals and impact properties. We need weld wires that can use moderate weld settings and the use of interpass temp control. We need weld wires that provide protective slag thats easy to remove, enabling the welds to be extremely clean between the passes. The welders would be trained to limit the weld sizes and ensure pre heat and interpass temperatures are maintained to control grain growth in the weld's heat affected zones. .
Notes from Ed. It's not unreasonable to anticipate that in an important industry such as contruction, in which it would appear that many of the resposible engineers do not have the weld process expertise to select the correct process and consumables, that many of the construction welds in Northridge were made not only with the wrong weld process and wires, that also no interpass or weld size limits were applied, and that the slag was not cleaned thoroughly from each of the multii-pass welds. While the construction industry may have been ignorant of the weld requirements, surely Lincoln Electric engineers were not.
.
Article Cont: John Hall, an engineering professor at Caltech, was one of the first people hired by FEMA to determine why the pre-Northridge connections were cracking. In a lecture later published under the title "Tall Buildings, Bad Welds, Large Earthquakes - Big Problems," Hall explains that engineers had been designing buildings in L.A. on the assumption that, in the event of an earthquake, the building joints would reach an elastic limit, then yield "like chewing gum. What happened with E70T- 4 welds, Hall points out, is that "many welds failed well within their elastic range. The self shielded weld joints didn't give or bend; they simply broke".
Soon after Hall's study, FEMA committed $11 million to a joint venture called SAC, with the sole purpose of establishing the cause of - and cure for - the defective pre-Northridge welded connections. Robin Shepherd, an engineer with 30 years of earthquake-damage analysis under his belt, is one of six members on SAC's Management Committee. In a 1996 SAC analysis, Shepherd wrote that the damage sustained by buildings constructed under the pre-Northridge guidelines "suggests that collapse of similar structures may very well occur in future larger, but realistically probable, seismic events."
In December 1994, the L.A. Department of Building and Safety issued repair guidelines that effectively banned the Lincoln E70T-4 weld wires by requiring a weld filler metal with a higher "notch-toughness." Two years later, the county followed suit. But while the city has required owners of damaged buildings to make repairs, the undamaged connections - the un-cracked E70T-4 welds in L.A. - remain untouched. "The city does not have a retrofit ordinance," says Richard Holguin, L.A.'s building chief. "There is no plan to modify the existing connections."
Replacing the undamaged but potentially catastrophic pre-Northridge connections is a responsibility that no one is willing to accept. With roughly 1,500 steel-frame buildings in question, a five-story structure may have 300 welds, and fixing each connection can cost between $10,000 and $50,000. That's a lot of welds and a great deal of responsibility.
.
Enter Lincoln Electric, Leon Panetta and the Seismic Safety Coalition. If Panetta and the coalition can convince Congress and FEMA to undertake steel retrofitting as a matter of public policy, then Lincoln will have escaped the question of who should answer for the looming liability encased in L.A.'s steel-framed structures.
Panetta registered with the House of Representatives on March 20, 1998, as a lobbyist for the coalition; his filing states that he was hired by Powell Tate, a public-relations subsidiary to the D.C. lobbying powerhouse Cassidy & Associates. While Panetta and Cassidy refused to discuss the Seismic Safety Coalition, both selections speak volumes about what Lincoln is hoping to achieve.
Panetta, a political insider who once headed the Office of Management and Budget, combines consummate understanding of the budgetary process with excellent contacts throughout official Washington. As regards Lincoln, Panetta's single most important contact is his unique friendship with FEMA director and longtime Clinton tagalong James Lee Witt. Or as Panetta himself put it in an interview last year with the Washington-based Legal Times, "The fact that Witt knows who I am and what I've done is part of the reason they brought me on." Witt, in turn, has established himself as a key player in the Clinton White House. He came with Clinton from Arkansas, and he has transformed FEMA into what many people consider the president's greatest political asset. Indeed, FEMA's relief effort following the Northridge quake represents $13 billion - more than half the emergency funds distributed since Clinton took office. But the tour de force of FEMA's response to Los Angeles came in the form of $126 million to repair and retrofit City Hall. Witt and Panetta joined with Mayor Richard Riordan to share in a conference call announcing the good news. Like Panetta, Witt repeatedly failed to return calls requesting comment for this story.
Lincoln's point man in the effort to secure government cooperation is their top welding engineer, Duane K. Miller. Mr. Miller has been attempting to polish the image of the E70T-4 wire since the first cracks were discovered after Northridge, lobbying local and state officials, as seen in an internal memo written several months before the city's ban on E70T-4 and published by the L.A. Times.
"The fact that self-shielded flux-cored electrodes [E70T-4] have not been banned is evidence that we are on the right path," Miller wrote. "Had we not been present, I am confident that this is one of the actions that would have been taken".
Notes from Ed. Anyone in the weld industry is aware of why we don't weld steel to aluminum. There were numerous engineers and metallurgists available in North America that could look at the Lincoln steel wire chemistry composition for the E70T- 4 wire and the first thing they would note in contrast to traditional steel welding consumables, is the high amount of "aluminum" in the E70T- 4 wire.
With the unusual aluminum content in the E70T- 4 wire and the fact that no impact properties were required in the AWS wire designation for this weld wire were a clear message to the weld wires application capability. Also keep in mind that weld wires like this are notorious for for slag entrapment another reason not to utilize on welds subject to seismic activity.
Lets face it, most junior weld technicians could have figured out this weld wire was not suited for a seismic structural application. The weld techs would then have figured out on multi-pass welds that the aluminum and other alloy contents and slag entrapment that did not allow the weld wire to be used on impact variable load weld applications, that the aluminum would increase with each weld layer and the resulting multi-pass welds would result with very poor weld mechanicals.
If these wires did what Lincoln said they could do, every pipe line and ship yard would be using them, the fact that the ship building industry and pipe and pressure vessel shops stay clear of these product should have been and indication of their application suitability.
Ship yards and pipe lines utilize gas shielded flux cored weld wire that do provide optimum all position weld capability and at weld deposition rates as high as 600 - 800% than the conventional SMAW (stick) electrodes used in the construction industry. For those who state these wires are not suited to welding out doors, I would suggest they spend a day in a ship yard.
.THE RIDICULOUS FEMA
WELD FOLLY CONTINUES:
Mr. Miller from Lincoln also sits on FEMA's SAC Project Oversight Committee. Ron Hamburger, chairman of SAC's Guideline Committee, says Miller's "primary role is to provide expert independent advice to our client, FEMA, in other words, one of Lincoln's top men has the authority to determine whether or not the Lincoln's weld consumable being investigated by the federal government is an appropriate choice.
Notes from Ed. What about an impartial point of view? Surely Miller at Lincoln would have a biased point of view.
Some might call having Miller on FEMA's committee the same as asking the fox how it would guard the chicken coop" Then ask the fox to write the specification on how to keep the chickens safe in the coop.
.
.
L.A building chief Holguin, who is also on the SAC Project Oversight Committee, claims Miller is a natural choice for the committee because he is knowledgeable about Lincoln's product. However, Holguin concedes, "Let's put it this way - all the committee members bring their own biases to the table."
Notes from Ed.: Holguin I hope speaks for himself. In my simple world, only an unethical politician or person would bring a bias point of view to a technical committee that will make decisions that impact life and death. By the way I can name dozens of people in this country who are more experienced and less biased on the subject of flux cored welds than Mr. Miller.
Several of Miller's industry associates on the SAC project have heard of Lincoln's Seismic Safety Coalition and are aware of Miller's involvement, but very few have a clear idea of what the organization is up to. In fact, Alan Goldstein, president of the Structural Engineers Association of California, one of the three organizations that compose the SAC venture, had never even heard of the Seismic Safety Coalition. Hamburger is likewise in the dark. "I'm not aware of any members of the organization," he says. "But its purpose was to attempt to get some funding from various government sources to show that it would be possible to upgrade existing buildings."
One apparent political success for the Seismic Safety Coalition came at the end of last year when Congressman Lewis' Appropriations Committee earmarked $40 million for three separate FEMA projects in his home district.
Besides Lewis' obvious devotion to the safety of his constituents, another factor in this generous, and unexpected, appropriation may have been the lobbying technique of Cassidy & Associates on behalf of Lincoln Electric and the Seismic Safety Coalition. On March 20, 1998, the same day the Seismic Safety Coalition registered with the House of Representatives, the wives of Anthony Massaro and John Stropki, Lincoln Electric's CEO and executive vice president respectively, made $500 donations to the Lewis campaign fund.
It's not every day that a California congressman impresses well-to-do housewives in Cleveland so they send contributions.
Cassidy showed its support to the tune of $6,539, winding up as the 11th largest contributor to Lewis' campaign fund in 1998. And while Sandretti claims that "Senator Boxer did not work for this specific earmark," her campaign fund suggests that Boxer may well have been in the loop. In one day - May 8, 1998 - Boxer received donations from Frederick Stueber, a senior vice president at Lincoln; several key players at Cassidy; and Leon Panetta.
Once again, Cleveland took an interest in California politics, while Cassidy filled the role of one of the largest contributors to Boxer's 1998 campaign fund.
Cassidy's bread and butter is the art of earmarking appropriations. Through the years the firm has developed a niche representing universities, hospitals and other private entities seeking to tap into the millions of dollars that flow each year from the congressional spigot. All the various threads of Lincoln's lobbying effort came together on December 10, 1998, at a meeting on the Cal State San Bernardino campus. The meeting was coordinated by Jeff Shockey, the Lewis aide credited with arranging the $40 million in FEMA grants; in attendance were FEMA district coordinator Christina Lopez, FEMA technical consultant Bob Hanson and three Cal State engineering specialists. The idea was "to tell [the Cal State administrators] that they would have to start putting together details for the project," explains Lopez. Also on hand were Duane Miller, Lincoln's weld expert and wearer of many hats, and Jeffrey Lawrence, a representative from Cassidy & Associates. Shockey refused to return numerous calls for this story, as did Miller, so neither could comment on why the two Seismic Safety Coalition members were invited. However, Lopez says, "I was given the impression that Lincoln Electric was going to be working with Cal State San Bernardino on this project."
Surprisingly for a project promising to display the latest technology in welded-steel connections, no one working on the SAC venture, which has been studying the question in great detail over the past four years, has anything to do with it. No one, that is, except Miller from Lincoln Electric. "I was surprised to see him," says Hanson, who knows Miller from overseeing the SAC venture. "I was also surprised to see the person from Cassidy & Associates." Why all the interest from Lincoln in these appropriation funds?
.
.
George Soneff, a Santa Monica attorney currently suing Lincoln on behalf of a Westside building-owners group, is convinced that the retrofit project at Cal State San Bernardino is an obvious attempt by Lincoln to shift responsibility for their faulty welds to the hands of the federal government. "Our lawsuit is the only way that Lincoln can be made to pay for its share of the problem," Soneff said in an interview.Soneff's suit alleges that during the 30 years Lincoln Electric marketed E70T-4, it claimed certain durability characteristics even though the company "had no reasonable grounds for believing that they were true." He contends that "This type of welded construction didn't happen by accident, but rather it happened as a product of years of "deceptive advertising and deceptive sales techniques by Lincoln."
Notes from Ed: Deceptive advertising, BS. lies and the influence of salesmanship in the weld industry, "unbelievable", some one should build a web site on that subject.
Soneff has an uphill climb ahead of him as he tries to hold Lincoln accountable for E70T-4. Their counsel is Jones Day Reavis & Pogue, the firm that represented R.J. Reynolds in the Great American Tobacco Wars. And that's not all. Remember Robin Shepherd, the SAC earthquake-damage expert, who has a final editing pen in recommendations that go to FEMA and to legislators, who pontificated the quote about L.A.'s probable "collapse"? Well, Lincoln hired Shepherd as an expert witness to the tune of $200 an hour. When Soneff deposed him in early February, Shepherd said he had no opinion about whether there were premature failures in steel-frame welds as a result of the Northridge quake. Soneff then asked him about his alarming quote from two years ago, to which Shepherd replied, "I might point out it says, 'suggests that collapse . . . ' It doesn't say it will happen."
So what about the welds? If the tactics surrounding this current quivering mishap surprise anyone, they shouldn't. Los Angeles, described by our City Council as "the most seismically active zone in the country," could also stand a chance as the most seismically inept. With the scores of aging concrete and masonry brick buildings in the Southland that have never been retrofitted, or even inspected, it's a wonder that steel structures are getting any attention at all.
Following the Northridge Earthquake, the California State Seismic Safety Commission prepared its "Report To The Governor - Turning Loss To Gain," published in 1995.
The magnitude 6.7 Northridge earthquake occurred at 4:31 in the morning of January 17, 1994, on a national holiday, when most Californians were at home asleep. Fifty - seven people lost their lives, nearly 9,000 were injured, and damage exceeded $20 billion.The summary of the Northridge earthquake's impact is 'It could have been a lot worse.' In fact it would have been a lot worse if the earthquake had occurred later in the day and if its duration and intensity had been of the nature anticipated for most of California. (California Seismic Safety Comm., Northridge Earthquake, Turning Loss to Gain, x (1995).
The Report, expressed shock at the performance of steel moment frame buildings which had previously been believed to be the most earthquake resistant construction. The biggest surprise in the terms of building performance from the Northridge earthquake, at least to professionals who deal with seismic design regularly, was the poor performance of steel buildings with moment - resisting frames. Steel buildings have long been viewed as among the most reliable structural systems for resisting earthquakes. They are common for modern high-rises, not only in California but throughout the world. Id. at 65. The Northridge Earthquake raised serious questions about the design and construction of steel moment frame systems. "Fortunately none of the failures resulted in building collapse or loss of life. However, since the earthquake shaking was of short duration, it is an open question as to how the damaged buildings would have performed if the shaking had lasted substantially longer or of stronger intensity." Id. SAC, a joint venture of agencies (Structural Engineers Association of California, Applied Technological Council, and the California Universities for Research in Earthquake Engineering) has issued advisories and interim guidelines for the repair, retrofit and design of steel moment frame structures. (See SAC Joint Venture, Steel Moment Frame Connection, Advisory No. 3, SAC 95-01 (SAC Joint Venture Partnership 1995.) The Northridge Earthquake challenged the assumption that welded steel moment frame connections were automatically capable of extensive yielding without a loss of strength. SAC 1.2.
It was revealed that an astonishing 99% of the brittle weld failures occurred with the Lincoln "self-shielded flux-core" weld metal.
Thousands of welded steel moment frame connections fractured during the earthquake. SAC 1.2. Once such a fracture formed, the beam-column connection experienced a significant loss of flexural rigidity in capacity. SAC 1.2. In effect, the fractured connection turned out to be a pin connection all along rather than a connection with moment resistive capacity. It fractured when its strength was needed most. Building Inspections After the Northridge Earthquake Many initial inspections of steel frame buildings found only minor damage. After reports of steel moment frame damage began to circulate, engineers and owners revisited buildings to perform more complete inspections. In time, these inspections revealed damage types that had been observed in earlier testing programs. [Popov & Stephen, 1972; Popov & Bertero, 1973; Popov et al, 1985; Popov & Tsai, 1987; Englehardt & Husain, 1993.] It was revealed that an astonishing 99% of the brittle weld failures occurred with the Lincoln "self-shielded flux-core" weld metal. (National Institute of Standards and Technology, NISTIR 5625 A Survey of Steel Moment-Resisting Frame Buildings Affected by the 1994 Northridge Earthquake)In response, the City of Los Angeles passed an ordinance that required the inspection of all beams to column welded moment connections. Los Angeles Cal. Mun. Code §91.8908(a).Technical Studies have confirmed that self-shielded flux-core electrodes were a primary cause for brittle weld failures during the Northridge Earthquake. The Center for Advanced Technology for Large Structural Systems at Lehigh University examined the seismic performance of moment frame connections with specimens from the Northridge earthquake. Eric J. Kaufmann, Ming Xue, Le-Wu Lu and John W. Fisher, Achieving Ductile Behavior of Moment Connections, Modern Steel Construction, January 1996, p. 30. Lehigh's published findings concluded that the welds deposited with E70T- 4 electrodes (self shielded flux-cored arc welding electrodes) had very low fracture resistance to moderate earthquakes (less than 10 foot-pounds at 70 degrees Fahrenheit) and are likely candidates for brittle fracture.
The Lehigh study found that brittle weld fractures developed in installations that used E70T-4 welding electrodes with backup bars. The fracture origins were identified at the weld root adjacent to the notch introduced by the backup bar at a location with inadequate root penetration. Kaufmann at 33. In contrast, when a ductile weld metal was used to fabricate a joint (such as the very common E7018 stick electrode), no weld metal cracking occurred and the ultimate strength of the beam plate was developed, that is, it became a moment frame. Id.36.
The E70T-4 weld wire that failed in the Northridge Earthquake was deemed "pre-qualified" by manufacturers and approved for use without performing procedure qualification tests using the weld metal. AWS 1.3.1. The "pre-qualification" assumption continues to this day which does not say much for the American Welding Society. While E70T-4 may perform in a reasonable manner in non-moment frame applications, the Lehigh study has demonstrated that the use of E70T-4 weld metal causes brittle welds in critical moment frame connections: a catastrophe waiting to occur.
Notes from Ed:
It did not take a Lehigh study to reveal the welding obvious. The E70T-4 wires did not need an earth quake or a university student to figure out the wire chemistry would produce poor weld results when variable loads were applied to the welds. On evaluating the SS wire's weld chemistry, all anyone with a high school education had to do to come to a conclusion about the quality of this product, was put on a welding shield and make a weld. The conclusion would be immediate, this weld wire would be the last choice for welding structural components designed to withstand seismic loads.
.
THE NORTHRIDGE WELD REALITY:
BUILDING INSPECTIONS AFTER THE NORTHRIDGE EARTHQUAKE.
The Northridge Earthquake challenged the assumption that welded steel moment frame connections were automatically capable of extensive yielding without a loss of strength. SAC 1.2. Thousands of welded steel moment frame connections fractured during the earthquake. SAC 1.2. Once such a fracture formed, the beam-column connection experienced a significant loss of flexural rigidity in capacity. SAC 1.2. It fractured when its strength was needed most. An "astonishing" 99% of these failures in the beam-column connection occurred with "self-shielded flux-core" weld metal. (National Institute of Standards and Technology, NISTIR 5625 A Survey of Steel Moment-Resisting Frame Buildings Affected by the 1994 Northridge Earthquake).
Ed's Note: Only an "inexperienced engineer" or some one from Lincoln would be have been astonished at the results of this weld wire selection.
.
SAC Phase 1 Analytical Studies of Building Performance
Project Title: Lessons from Inspection, Evaluation, Repair and Construction of Welded Steel Moment Frames following the Northridge Earthquake
Subcontractors: William E. Gates, S.E.; Dames & Moore, Inc. Manual Morden, S.E.; Brandow & Johnston Associates Project Summary: Under the SAC Task 2, interviews were conducted to document the significant experiences of key participants involved in the discovery, inspection, evaluation, design, and construction repair of the steel moment resisting frame buildings. Structural engineers, testing and inspection agencies, contractors and building officials were selected as participants in the interview process. The interviews were designed to systematically gather, synthesize and analyze perishable data, such as impressions and unusual experiences that may have been encountered during the process, identify key issues or concerns, and lessons learned. These interviews produced several key findings, including:
[a] None of the engineers interviewed anticipated that a brittle rather than a ductile mode of failure would occur in welded steel moment frame (WSMF) construction prior to the Northridge earthquake experience.Note from Ed. What does [a] say about the weld process expertise of the engineers interviewed. And why would an intelligent person ask these engineers for an opinion on a subject they know very little about?.
In hindsight, a few of the engineers admitted that they were somewhat skeptical about the ability of the welded beam-column connection to fully develop a plastic hinge before some form of failure occurred in the highly stressed weld zone. However, these engineers felt they had no basis on which to reject the building code premise that ductile yielding of the connection could be achieved in an earthquake. All of the engineers interviewed, without exception, felt that their education or knowledge of metallurgy and the behavior of steel welding processes was lacking the necessary elements for them to appreciate the limitations for the materials they were working with.
Note from Ed::Why would anyone want to read a report based on the opinion of engineers who admit they don't know what they are talking about.
If you are ignorant about a weld process or weld consumable, then, It's wise not to have an opinion on that process. And if you do need weld consumable information, the last place to ask for unbiased advice, is a representative of the company who makes the welding products.
As this web site indicates, the weld industry is full of individuals who have weld opinions yet have no weld process control expertise:
[b] The Northridge experience has reduced the engineers' confidence in the earthquake performance of WSMF's. from the standpoint of life safety, a well designed reinforced concrete shear wall building is now considered safer than a ductile WSMF constructed to the 1988 UBC (pre-Northridge) standards. About half the engineers consider the steel braced frame and ductile reinforced concrete frame to be safer than a WSMF and the other half consider it to be equally safe. The majority of the engineers still consider the WSMF to be safer than the following structural systems: non-ductile reinforced concrete moment frames with or without un-reinforced masonry infill, ordinary steel frames with un-reinforced masonry infill, URM's upgraded or not upgraded, concrete tilt-up (post-1976) and precast concrete without adequate connections.
Almost all of the failures, observed by those interviewed, were a brittle form of failure in the welded joint area between beam and column flanges. Only two or three joints in the thousands surveyed were observed to suffer significant plastic deformation. In some cases, plastic deformation occurred as a consequence of an initial brittle failure.
Note from Ed:
It's a pity the engineers lack confidence in a project in which the design of the component appears solid. These engineers need to get over the design discussion and remember this simple fact. According to NISTIR 5625 an astonishing" 99% of the application failures in the beam-column connections, occurred with "self-shielded flux-core" weld metal.
Note from Ed: While many of the engineers were being persuaded that the process and wire was not the issue, they should have seen through the smoke that Lincoln wanted to wrap around an important root cause of the structural failures. They had the evidence and they had the National Institute of Standards and Technology, NISTIR 5625 Survey of Steel Moment-Resisting Frame Buildings Affected by the 1994 Northridge Earthquake) which as any high school kid could have figured out.Note from Ed: "The failure issue here is not the design of the Northridge structures or the failures of the steel components during the earth quake. The failure was of the MANY engineers who lacked process expertise and did not take ownership or responsibility for the weld processes they utilized, and did not make the correct weld process - consumable - procedures decisions for the components they designed and built.
.
How can you have ductility or plastic deformation in welds in which at their best look terrible and;
[a] the weld consumables required no impact properties,
[b] the welds were made with a weld wire that contains larger than normal amounts of aluminum and no discussion was had on the aluminum content and the aluminum multipass consequences,
[c] the self shield welds are not protected fully from the welding atmosphere and these wires are influenced greatly by the wire stick out variations and voltage adjustment,
[d] the high weld current and likely lack of inter-pass temperature controls may have had its influence on the HAZ grain size, especially when multi-pass welds were made,
[e] no one took a look at the porosity / slag content and influence on the weld failures,
[f] no one reported as to the consistency of weld fusion attained..
________________________________________________________
Article Continued: The degree of observed weld damage reported in interviews varied significantly from engineering office to engineering office. In general, when weld damage occurred, minor cracks, having a depth less than 1/4 inch, were found in approximately 40 to 60% of the damaged cases. Significant cracks with greater than 1/4 inch depth were found in 20 to 40% of the damaged cases, and severe cracks in 10 to 20% of the connections. The distribution of damage within buildings was reported to be relatively random in the low rise buildings with the greatest amount of damage in the first two stories. Damage in high rise buildings was found to be located in the upper one-half or two-thirds of the building. Directionality of the earthquake ground motion played a significant role in the damaged WSMF's. Those buildings located in the San Fernando Valley tended to have more damage in the north-south frames, while those located in West Los Angeles tended to have more damage in the east-west frames oriented parallel to Santa Monica Boulevard. The geographic distribution of damage, as reported, seemed to be related to the location of the building relative to the earthquake epicenter or center or energy release. Damaged buildings were located within a 20-mile radius of the epicenter. This included West Los Angeles, Santa Monica, Burbank, Santa Clarita Valley, and much of the San Fernando Valley. No damage was reported in Mid-Wilshire, Hollywood, or downtown Los Angeles.
There was little consensus among the engineers interviewed as to the major factors leading to the brittle failure in the welded moment connections. However, most now believe that the welded moment connection was a flawed design due to the high triaxial state of stress that limits yielding and plastic deformation and due to stress risers, such as the backup bar, and stress concentration factors, such as the interaction between the column web and beam flange in the weld zone. Furthermore, most of the engineers interviewed now believe that the qualification tests for the prescriptive connection failed to represent the evolving field conditions. Prior to the Northridge earthquake, the engineers were overly optimistic about the test results and tended to forget poor results. Other key factors named were the welding practices and materials (both base steel and weld metal) used in construction. The engineers were in general agreement that the rapid impulsive energy release from the Northridge earthquake may have been a key factor in the brittle failures observed. Few of the engineers felt that the amplitude of the ground motion or the high component of vertical ground thrust contributed significantly to the damage. All of the engineers interviewed agreed that standards and procedures for welding need to be revised and "tightened up" and that the design of the welded moment connection needs to be revised. There is also strong opinion on the part of some of the engineers interviewed that redundancy in the ductile steel moment frame needs to be increased.
Note from Ed: Perhaps it's these same engineers who need to tighten up and get a grip and better understanding of a fundamental process that is an integral part of their profession.
The testing laboratory personnel offered the following statements or opinions:
[a]. The AWS standards for welded connection acceptance are too lax for this type of joint and permit too much poor fusion and imperfections in the welds.
Ed Note: The AWS committee is typically made up many individuals who work for the companies who make the weld consumables
[b]. The certification criteria for welders is inadequate. For new work, welders should be required to qualify by welding a real joint in the same position as it will be constructed, including penetration welds with continuity through an access hole (i.e., the "rat hole" at the bottom beam flange to column flange). For repair work, the welders should also be required to perform the qualification welds with restricted access, similar to the conditions commonly encountered in the field.
Ed Note. Wow you would want to test welders on weld joints similar to the weld joints and conditions they work on every day, now that's a first.
[c] Many buildings investigated after the earthquake exhibited "atrocious" fit up, joint preparation and weld quality. This may be related to the degree of damage found in these buildings located furthest away from the epicenter, or in area of lower amplitude ground motion. In some cases, there was evidence of falsified or totally inadequate previous post-earthquake inspection (i.e., chalk marks on columns with arrows pointing up and marked "OK" where fireproofing had never been removed from the beam-to-column connection). Field inspection and testing procedures for weld damage varied from firm to firm. Most of the firms relied on engineering judgment to select the connections for inspection. Some firms used elastic dynamic analyses after the damage had been found to identify where to look further for potential damage. A few performed dynamic analyses, first, before going into the field to inspect the building. They assumed that this information provided a means of finding those connections that were more likely to be damaged. Visual and ultrasonic testing were the most commonly used methods for inspection. Inspection costs for typical commercial buildings ranged from $800 to $1,200 per connection. This cost did not include cases where asbestos had to be removed. In such instances, the cost could double or triple.
Ed Note: Poor quality welds, poor quality weld joints, poor quality inspections. Does this not indicate a lack of ownership by the mangers or contractors? Someone could write a web site on this subject.
When fracture develops through the welds or flanges of the moment connections, related damage was found about half the time in the non-seismic (gravity) frame connections. The damage ranged from partially torn shear tabs to cases in which all of the bolts at both ends of the beam's gravity connections had failed, leaving the beam resting on the shear tab or supported from the floor slab above by the shear studs. The ratio of observed moment connection to gravity connection damage ranged from 3:2 to 20:1. There is one documented case of progressive crack propagation with time in an 11-story high rise building that was designed to 1.5 times UBC Zone 4 requirements. Over the period from July 1994 through December 1994, the cracks have propagated from the welds into the bases metal of the column or beam flanges. The engineers involved postulate that the crack propagation may be due to continuing relaxation of original residual stresses and readjustment of strains in the frames induced by the earthquake.
There is no common definition or repairable damage vs. damage that requires retrofit strengthening. The decision varies from engineering office to engineering office. There appears to be no real guidance from either the building department in the local community, the engineering profession, or the welding society on this matter. (Similar significant ramifications are implied in future earthquakes if ductile flange buckling and yielding develops in the moment resisting frames due to seismic overload. When should the connection be repaired to compensate for damaging plastic distortions or replaced to restore the structure its original elastic strength?) Guidelines and standards are needed by the engineers to identify the acceptable level and extent of damage before repair procedures are converted to retrofit strengthening.
Ed Note: Why look for guidance from people who have no expertise on the subject.
Engineers have proceeded with repair and retrofit strengthening based on judgment and common sense. They feel they are operating on their own, without specific guidelines as to scope of required repair and/or retrofit and without sufficient test data to substantiate the repair and/or retrofit schemes that they are using. The repair schemes typically consist of putting back a welded joint that more closely conforms to what the engineers thought they were specifying in the first place. Retrofit strengthening generally consists of adding plates or tees to the bottom and top flanges of the beam at the column joint to increase the connection capacity. There is little attempt to balance the design out by adding similar stiffness and strength to the undamaged connections of the WSMF. However, there is widespread concern is the engineering community that such an unbalance in stiffness and strength could result in less favorable performance in future earthquakes. Few owners are going beyond the simple repair process (i.e., putting the damaged connection back as it was before the Northridge earthquake). Only where FEMA or some other agency is picking up the cost of repair and retrofit are the owners requesting seismic upgrade. Repair costs for damaged connections in typical commercial buildings range from $3,000 to $20,000 per connection. The typical costs are in the $5,000 to $8,000 range. If asbestos has to be removed, the costs may increase by an additional $2,000 to $3,000 per connection. The owner's hidden costs associated with tenant expenses an lost rent may range from $0 to $45,000 per connection. Costs for retrofit strengthening may be comparable to those for repair in typical commercial construction. In residential and institutional construction, these costs may double or triple to $15,000 to $30,000 per connection for construction and $15,000 to $60,000 per connection for owner hidden costs if lost rental income is included. SAC Home SAC Steel Project/o Earthquake Engineering Research Center1301 South 46th Street. Richmond, CA 94804(510) 231-9477FAX: (510) 231-5664
Note from Ed: Thanks to this welding screw up we now have FEMA who showed their lack of managemnt competence in New Orleans, now providing weld guidelines for the structural steel industry, click here.
A summary from Lincoln Lawyers web site: Lincoln supplied welding electrodes used to construct Special Moment Resisting Frames for buildings in the Los Angeles area. Certain of those buildings suffered damage in the 1994 Northridge earthquake, and Lincoln was sued by building owners proceeding on their own behalf and on behalf of a putative class of owners. Class certification was defeated and about 20 cases proceeded individually. The lead case was tried to a Los Angeles jury for over two months. Plaintiffs in that case originally sought over $800 million in damages under the Deceptive Trade Practices Act and at trial sought $100 million in damages on their fraud, products liability, and consumer protection claims. The jury returned a defense verdict, (a not guiltily verdict for Lincoln). In the only other case that went to trial, the jury returned factual findings on the identity of the welding electrode used in the building that led the court to grant summary judgment for Lincoln. The remaining cases were settled for nominal sums.
.
.
Ed Note: The CA jury also said OJ was not Guilty.
_____________________________________________
.
Notes from Ed: In 2005 now that the concrete dust and law suits have settled. The following is what Lincoln now states on it's web site for those intending to use the infamous, not the cause of the collapsed buildings E70T-4 weld wire.
The first recommendation from Lincoln .
"Typical Application for E70T-4 wire.
Use E70T-4 For structural fabrications where "NO seismic requirements exist".
Nov. 2005:
Ed's Conclusion on this great weld fiasco:
I first read the Greg Brouwer LA Weekly News story on the web around 1999 OR 2000. This remarkable story is again an indication of the skewed legal and political system in this country, and of course it also highlights some of the major problems with the competence of engineers and the welding industry.
This story has it all, from the end users and their lack of management weld ownership. An incredible naive belief in so called pre-qualified sales driven weld data. A gullible belief in the "AWS, don't hold me responsible weld guide lines and specifications".Lets not forget throughout this fiasco the universal lack of weld process expertise and too obvious overruling influence of salesmanship on engineering judgment. From Lincoln Electric we have the recommendation for a weld consumable that they knew would not meet the weld mechanical properties of the intended application. Of course we also had the opinions of politicians and lawyers that could not recognize a weld consumable if they fell over it.
It's notable in this report, the lack of weld ownership and weld responsibility and fundamental process apathy shown by the managers and engineers who made the electrode wire selection. Why would any engineer rely to any extent on sales driven advice or AWS weld specifications that often provide incomplete or inaccurate weld data. As an AWS committee member who helped write the MIG gas mix specifications, I am well aware that most of the AWS specifications are influenced and tarnished by biased advice from weld spec committee members who just happen to work for a weld consumable manufacturer. There is a reason at the start of every weld specification you will see a paragraph saying something like this. "Use this welding information at your own risk".
While in contrast to all the data that found fault with the self shielded weld wires utilized, Lincoln maintained it's poor weld consumables were not the issue. I could be wrong, but it looks like they did not provide any metallurgical evidence to show that the self shielded consumables they recommended would actually meet the application mechanical requirements. After all if Lincoln was right, all it would have taken is a few hundred dollars to do weld mechanical tests that would have proved their E70T-4 met the weld requirements.
All Lincoln had to do was have an outside, none biased metallurgical test lab do the E70T-4 welds and provide the weld and metallurgical data to support their claims. It seems to me that the weld qualification tests would have been a little cheaper than the millions they spent going around the fundamental issue. Of course they did not offer this as they knew the weld wire would not meet the weld mechanical properties required for the L.A buildings or for any quality welds that have impact requirements.Lincoln must have many engineers and technicians that have been aware for decades of the self shielded consumable disadvantages especially from a weld quality / mechanical properties perspective. These same Lincoln personnel also knew that in contrast to the self shielded flux cored wires, the common SAW consumables and very common "gas shielded flux cored weld wires" supplied by Lincoln and many other suppliers would have met this applications needs.
A notable point in this report was the complete lack of discussion on the superior gas shielded flux cored weld wire alternatives, products that have been available for at least 30 years. With these products a few hours training is all that is required for anyone to make high deposition, sound welds.
THE WELD BLAME GAME
Notes From Ed:Why Lincoln? Lincoln designed the self shielded flux cored wire to meet the AWS E70T-4 designation, a designation that clearly spelled out that this weld wire would not have to meet even minimum impact properties. Why then would a company loaded with so called weld experts recommend the E70T- 4 wire for structural weld loads subject to seismic activity?
Weld strength, ductility and impact properties are fundamental properties for a seismic application.According to the AWS self shielded wire spec and ASME Section 11. SFA -5-20. The E70T- 4 self shielded flux cored wire requires NO IMPACT STRENGTH REQUIREMENTS.
[] In contrast the world's most common MIG steel wire E70S-6 , (nobody sells more wires than Lincoln), requires by the same code, minimum impact weld properties of 20 ft/lb at - 20 F.
[] The logical E70T-1 gas shielded flux cored wires and the all position gas shielded wires for the seismic application are of the shelf common products that are easy to use and sold by many wire manufactures. In contrast to the E70T-4 wire the E71T-1 wire provides the required weld strength and ductility, far superior weld control, superior weld penetration potential and and minimum impact properties of 20 ft/lb at - 0 F. Also available are wires that could provide
20 ft/lb at - 40 F.
Why would Lincoln an organization that for decades employed Mr. Omer W. Blodgett, one of the world's leading experts on design and structural steel applications, recommend the worst possible electrode for this critical, structural application?.
Mr Blodgett wrote the 832 page international book "Design of Welded Structures"Why would Lincoln keep pushing ridiculous, over the top weld deposition rates that are rarely attained when weld quality and weld heat input consequences are part of the key criteria.
Why would Lincoln want to sell a weld product that many of their own engineers knew could not meet the fundamental weld mechanical properties?
As an ex-product and marketing manager for some of the world's largest weld product suppliers, I am well aware that it's a common sales ploy in the weld industry for a major weld consumable manufacturer to recommend one of their so called "unique, good or bad weld consumables" for a large account so other weld consumable companies can not offer a lower cost or competitive alternative.
Lincoln is not alone in accountability for the weld issues. The lack of Weld Process Ownership shown by all those contractors and state agencies and engineers involved in the weld decisions indicated in this report, is a major issue today throughout all industrial nations.
Irrespective of common so called "qualified weld specifications" available today for weld joints, no company building a critical welding application should select a weld consumable for that application without;
[a] For the managers: Take ownership and responsibility for the weld process and consumable selection for the application, ensure at minimum the following is carried out.
[b] For the engineers: Select the consumables based on meeting the requirements of the application. Look at different consumables from different wire manufacturers. Qualify the desired weld process and consumables with appropriate test pieces that will be similar to the intended applications. Ensure the welds meet the actual weld joint and weld mechanical properties criteria. Use destructive and NDT weld tests for the weld joints. In the welding industry we do this every day its called a Weld Qualification Procedure. (WQP).
[c] For the engineers. After the WQP establish a "Weld Procedure (WP)" based on the WQP and the actual weld joints and site influence. Provide in the WP the preheat or weld heat interpass controls if necessary. Provide single pass weld size limits. Provide the exact welder technique required. Provide the required techniques for all positions. Provide root gap limits and resolutions for over/ under sized gaps.Provide minimum / maximum wire stick out recommendations along with a narrow wire feed / voltage range. For the welders and supervisors arrange both hands on skill training and process control training.[d] For the supplier of weld consumables. Be more than aware of the fundamental weld requirements for a critical life or death application. Offer a weld consumable that you know readily meets those requirements. If the weld consumable you offer does not consistently meet the requirements, then get off the pot and get out of the deal.
The WQP, WP NDT and Destructive Tests for the weld consumables would have required minimal costs. The simple, easy to do weld tests would have shown to any that were interested that the E70T-4 Self Shielded Weld consumables utilized would not have met the building designers fundamental design and weld specification criteria, a fact that any metallurgist or process application engineer who understands weld consumables would have known before the tests.
2007 Update from Ed.
WHAT GOES AROUND COMES AROUND:
As reported by Lincoln Electric in the SEPT. 2007 Welding Magazine from Penton.
"The AWS published in 2006 a supplement to it's standards on welding structures that are designed to resist seismic loading and Lincoln Electric is now offering training for unions and associations on these new requirements.
The AWS developed the D1.8 Seismic Welding Supplement. The subcommittee that developed this standard was chaired by Duane Miller of Lincoln Electric. Lincoln reports that the earth quake drastically altered the industries understanding of how welded steel building behave during major earth quakes. (Note from Ed. No mention of the Lincoln weld wires influence). Lincoln also reports that "FEMA provided funds for studies to determine the cause of the unexpected damage and to provide recommendations". (Note from Ed. No mention of Lincoln's involvement with FEMA or the reasons that incompetent organization is involved in the business of welding) or for that matter where are the test results?.
.
Unfortunately if you spend 5 minutes on this site you will be aware of what I think about the influence of salesmanship and designers and engineers who are too often saturated in weld process BS and apathy. Last but not least. As an ultra hard working taxpayer, I can understand why lawyers will stoop to any level to earn a buck, however when I see the politicians and government agencies more concerned with the protection of a corporation rather than with the protection of its citizens it makes you wonder how great this country really is.
Ed's Notes: As you can see from this report. Building owners are confused, jury members will be confused, lawyers are confused but that works for them and last but not least too many apathetic engineers who lack the ability to research a simple two control weld process are confused.On a project of this scope, accountability for the structural failures in L.A is of course difficult to place on one persons shoulder yet one unnamed Lincoln person has a lot of involvement and a lot to say.
The process information presented on this subject would have bewildered any jury, as it appears to have bewildered many of the engineers involved.
I believe the LA engineers process confusion may have been a great plus for Lincoln and it's lawyers as the design / process confusion circumvents what should have been a simple "unbiased" examination of the E70T-4 weld capability and suitability for a seismic structural applications. The fact that Lincoln or was it the lobbyist for Lincoln that included FEMA, into the chaos and into the weld / design decision making process, was I believe a brilliant legal move.
Its interesting that Lincoln choose Jones Day Reavis & Pogue, the firm that represented R.J. Reynolds in the Great American Tobacco Wars. When you can see through the weld smoke It the Pogue choice makes a strong statement.
.
.
THE FOX NOW TEACHES THE FARMERS:
Sept. 2007 Foot Note: The AWS Published in 2006 a supplement to its Standard on Welding Structures Designed to Resist Seismic Loading. This AWS D1.8 supplement was written by a committee that was chaired by a Mr. Duane Miller of Lincoln Electric. Mr. Miller is presenting a work shop on the new seismic standards to the American Institute of Steel Construction AISC at a conference in April in New Orleans. I would be surprised at this work shop if Mr. Miller lays any responsibility for the weld failures on Lincoln's weld consumables. I also find it ironic that this work shop is to be held in New Orleans, the location of FEMA'S greatest incompetence.
Note from Ed. Maybe I will change the name of my new welding movie to
"The Fox is finally in the hen house"
.
.
More info from Castro Associates Law Office:
HAS THE STATUTE OF LIMITATIONS EXPIRED FOR THE STEEL MOMENT FRAME STRUCTURES?THE.
The Northridge Earthquake struck Los Angeles on January 17, 1994. Owners of steel moment frame buildings were shocked to learn, after the earthquake, that moment frame connections, critical for seismic resistance, had suffered brittle fracture failures. On January 16, 1997, Pillsbury, Madison & Sutro filed a class action lawsuit naming all steel frame owners as members of the “putative class,” and presumably “tolling” the statute of limitations. On February 4, 1998, the class action allegations in the Pacific Design Center et.al vs. The Lincoln Electric Company, (LASC number BC 164 229), were dismissed. No notice period was provided by the court in entering the dismissal. Are owners of steel frame buildings who did not file their lawsuits during the pendency of the class action or before the dismissal now barred by the three year statute of limitations CCP §338(b)?Building Inspections After the Northridge Earthquake
The Northridge Earthquake challenged the assumption that welded steel moment frame connections were automatically capable of extensive yielding without a loss of strength. SAC 1.2. Thousands of welded steel moment frame connections fractured during the earthquake. SAC 1.2. Once such a fracture formed, the beam-column connection experienced a significant loss of flexural rigidity in capacity. SAC 1.2. It fractured when its strength was needed most.
An astonishing 99% of these failures in the beam-column connection occurred with “self-shielded flux-core” weld metal. (National Institute of Standards and Technology, NISTIR 5625 A Survey of Steel Moment-Resisting Frame Buildings Affected by the 1994 Northridge Earthquake).
On March 1, 1995, the City of Los Angeles adopted a mandatory ordinance that required the inspection and repair of buildings with moment frame connections in designated earthquake damaged areas. Los Angeles Cal. Mun. Code §91.8908(a). In 1996, the City of Los Angeles banned the further use of flux cored weld metal, including E70T-4 weld metal, because it could not meet required “toughness” standards.
Technical Studies After the Northridge Earthquake Found that Brittle Weld Metal Was a Substantial Factor For the Failures.
Industry studies have confirmed that self-shielded flux-core electrodes were a substantial factor of brittle weld failures during the Northridge Earthquake.
The Center for Advanced Technology for Large Structural Systems at Lehigh University published findings in 1996, concluding that the welds deposited with E70T-4 electrodes (self shielded flux-cored arc welding electrodes) had very low fracture resistance to moderate earthquakes and were likely candidates for brittle fracture failure. Id. at 31. [1]
The Lehigh study found that brittle weld fractures developed in installations that used E70T-4 welding electrodes with backup bars. The fracture origins were identified at the weld root adjacent to the notch introduced by the backup bar at a location with inadequate root penetration. Kaufmann at 33. In contrast, when a ductile weld metal was used to fabricate a joint (such as E7018 stick electrode), no weld metal cracking occurred and the ultimate strength of the beam plate was developed, that is, it became a moment frame. Id.36.
Dynamic testing showed a much improved performance in strength and ductility (toughness) when the E7018 stick electrode was used. The Lehigh testing concluded that acceptable connection performance is obtainable by using a higher toughness weld metal, such as E7018, with the removal of backup bars. Id. at 39.
Manufacturer’s Liability
Statute of Limitations Defense
Will dismissal of the class action lawsuit cause the loss of viable claims against the manufacturers of the E70T-4 weld materials? Generally, the statute of limitations for discovered injury to property is three years. CCP §338(b).
The three year statute does not begin to run until the plaintiff is aware of the injury and its negligent cause. Jolly v. Eli Lilly & Co. (1988) 44 Cal.3d 1103, 1110; 245 Cal.Rptr. 658. The fact that the earthquake caused damage to a steel frame building may not start the running of the statute of limitations absent evidence that the owner was aware of the negligent cause of the injury.
Since the City of Los Angeles did not require inspections until after the adoption of the ordinance on March 1, 1995, the accrual date for the statute of limitations will likely commence from the date the owners received inspection reports from expert consultants. Simply stated, the commencement of the three year statute of limitations will vary from building to building and ultimately will be determined on a case by case basis.
Finally, the filing of the class action tolled the statute of limitations from the date of the filing of the lawsuit to the date of dismissal of the class allegations (Pacific Design Center et.al vs. The Lincoln Electric Company). Whether this tolling period can be used depends of the facts of each case.
Thus, it may not be too late for steel frame owners to file their steel frame actions.[1] Lehigh concurred with published studies by the University of Texas at Austin and the University of Southern California which showed brittle fracture failures in laboratory configurations for “self shielded flux-core” (E70T-4) weld metal connections. Following the earthquake, the City of Los Angeles issued interdepartmental memos calling for weld metal toughness of 20 foot pounds at 0 degrees Fahrenheit. (a normal standard for a quality carbon steel weld subject to fracture concerns) (July 16, 1996, City of Los Angeles Interdepartmental Correspondence re Requirements For The Repair of Welded Steel Frame Connections In Existing Buildings.)
WHY CHANGE?....FORT years after the introduction of the easy to use, highly cost affective, all position, gas shielded flux cored wires, in 2008 many construction projects at stadiums, refineries, power and chemical plants still ll ignore the gas shielded flux cored process. These companies will instead recommend the inferior quality self shielded wires or lower deposition rate, less cost effective SMAW (stick) electrodes with their numerous arc start / stops concerns.
Article Weld vendor hawks questionable wares to hospital despite quake cracks.
Greg Brouwer
Published on April 22, 1999
The San Bernadino County Medical Center opened its doors last month, ballyhooed as a trauma center designed to be fully operational through a magnitude-8.3 earthquake. But the $640 million steel-frame facility, located just a few miles from the San Andreas and San Jacinto faults, has already had a troubling experience with the seismically suspect welding compound E70T-4 — the same glue used in more than 1,500 steel-frame buildings in greater Los Angeles.
E70T-4, distributed in California by weld consumable mfg. Lincoln Electric proved more brittle — and less durable — than anticipated when welds in scores of L.A.-area steel-frame buildings cracked during the 1994 Northridge quake. Subsequent testing raised concern among experts that similarly constructed buildings could collapse in a larger quake.
Yet, according to documents unearthed in continuing litigation against Lincoln, when work on the San Bernardino hospital got under way a year after Northridge, Lincoln welding engineer D Miller traveled to the Inland Empire to persuade construction officials to employ E70T-4. Soon after, construction halted when it was discovered that many of the welds in the structure had already cracked.
Miller’s trip was part of a continuing post-quake campaign by Lincoln to salvage the reputation of its welding compound. Just five weeks earlier, the Los Angeles Department of Building and Safety issued guidelines that effectively banned E70T-4 from use in repairing this city’s steel-frame buildings. But, due in part to Lincoln’s efforts, E70T-4 is still readily available on the market throughout the quake-prone West — even for building state-of-the-art public hospitals.
Cleveland-based Lincoln Electric was able to corner the market on construction welding in the Southland over the past 30 years by promoting the revolutionary, quick-and-easy process allowed by E70T-4. When the Northridge quake threatened that franchise, records show, Miller became Lincoln’s point man in its bid to keep E70T-4 on the market.
Miller’s company-trip logs, subpoenaed in a current lawsuit against Lincoln, show that he spent the months following Northridge jetting to industry functions throughout the earthquake belt, pressing colleagues in the engineering community to "challenge provisions that would be unnecessary and/or harmful to our position and that of our customers."
Miller had spotty success. Though he was named a principal investigator on a task force assembled by the Fed Emergancy Management Agencyto study the steel-frame connections, the group issued a preliminary recommendation to prohibit E70T-4 in 1995. There is no amendment banning E70T-4 in the Uniform Building Code, however, nor in California Building Code guidelines. Also, last December, Lincoln successfully lobbied for a $5 million federal retrofit demonstration project in San Bernardino, a program that could pave the way for government-funded upgrades of buildings welded with E70T-4. Miller was on hand when the funds were delivered.
Miller’s reports indicate he was well aware that industry tests conducted following Northridge were raising serious doubts about the Lincoln product’s ability to perform properly in an earthquake. Still, on February 1, 1995, under the heading "Earthquake Related Activities, San Bernardino," Miller’s log shows he "flew to Ontario and met with representatives of [steel-fabrication houses] Herrick and PDM to review job requirements for a specific hospital project."
Then, writes Miller, the next day "we visited with representatives of the hospital including the General Contractor, the Engineering and Architectural Firms, as well as representatives of OSHPD, Planning and Development]. Reviewed were welding specification requirements . . . This group accepted the requirements that self-shielded flux-core [E70T-4] could be used, and would be submitting them for other approvals."
The "specific hospital project" in San Bernardino selecting construction materials at that time was the new County Medical Center.
By July 1995, the project’s lead inspector found that approximately 70 percent of a sample of E70T-4 welds had cracked — even without any seismic stress. Officials at Herrick, the firm that did the actual metalwork, said cracks are to be expected in welded joints, but the same inspection found that similar connections using another material had just one crack in 450 welds.
Efforts were made to repair the cracked welds at the time, but in December, the county district attorney launched an investigation into accusations by an employee at Herrick that the company was covering up cracks in E70T-4 with a cosmetic layer of molten steel, rather than repairing them.
The Herrick employee supplied prosecutors with videotape of workers masking the faulty welds, evidence that prompted a raid of the company’s subsidiary, San Bernardino Steel. But the alleged bogus connections were never located by inspectors at the hospital site, according to Deputy District Attorney Glen Yabuno, and the investigation was eventually closed. Says Yabuno, "We could not confirm the allegations."
Meanwhile, the inspection firm that originally reported the cracked welds was fired a short time later by the county, with no reason given. After paying a total of $6 million to another inspection firm, the county was assured that the cracked welds had been fixed and were determined to be of little structural significance. When the construction delays prompted headlines, project engineer Jeff Asher of Los Angeles–based KPFF Engineering, admitted that with hindsight he would not use E70T-4 again. In fact, a different weld metal was chosen for the balance of the building’s assembly. Just how many of the original E70T-4 welds were replaced or repaired was never established.
Brian Roy a structural engineer with OSHPD who monitored the hospital’s construction, admits that E70T-4 was used for most of the preliminary welding, and recalls an early meeting with Duane Miller when the products were being chosen. However, Roy points out that use of E70T-4 was permitted in San Bernardino under California Building Code guidelines. "Even though it is not illegal," Roy concedes, "some experience shows that it might crack."
Indeed, every county has jurisdiction over its own construction guidelines. Even as the federal government heeds Lincoln’s high-priced lobbying efforts, dishing out millions on a demonstration of how to retrofit buildings constructed with E70T-4, there is no universal provision to prevent it from being used again.
Remember as the weld industry is difficult to comprehend
at times, it helps to have a sense of humor.
Apart from his shot gun and Conferate flag in the back of the truck, this guy lost
all his wordly possesions with one stupid movement of his right foot.
Click here for all Weld Programs at this Site, Including
Ed's Books and Training Resources on Weld Process Controls.
To make the correct process - consumable choices, and to set welds
without playing around with the weld controls, check this.
.For better weld quality results forget Self Shieded Wires
and go to Gas Shielded Flux Core Welding