|
|
Welcome to the world's largest web site on MIG , Flux Cored and TIG. Weld Process Controls & Best Weld Practices. To get to the root cause of GMAW (MIG) & Flux Cored (FCAW) weld issues, requires Weld Process Control - Best Practice Expertise, & lots of Weld Reality. The site provides the MIG - Flux Cored and TIG weld information and data required to attain the highest possible manual and robot weld quality, always at the lowest possible weld costs.
This web site was first established in 1997 by Ed Craig. Contact Ed. ecraig@weldreality.com
More on MIG Spray transfer comparisons with Pulsed and resolutions for weld issues. Section 2.
Please hit refresh before you continue.
MIG welding steels > 1/8, and just a few more reasons for weld decision makers to get involved in understanding MIG weld process controls and best weld practices.
This section has continued from MIG Spray Welding Part One.
Please refresh this page as it's updated frequently.

MIG Welding arc SOUNDS and what they mean.
It's easy when you understand Weld Process Controls to instantly set optimum weld parameters for any MIG application, however as most of you are aware, to fine tune that MIG weld arc length, with the weld voltage control, a great tool to use is one's EAR.
For MIG spray transfer welds including all carbon and alloy steels and aluminum, the optimum, open arc, Spray transfer weld arc is set when a consistent, smooth crackle sound is attained without spatter concerns.
That open arc Spray (or pulsed) weld crackle sound is derived from the weld drops and weld stream. As the molten metal traverses across the spray arc gap, short circuits can be generated as the molton metal makes contact with the negative ground and the positive wire tip. The short circuit is explosive in it's action. The explosive action and resulting weld sound will be influenced by the weld parameters selected, the weld wire size, the weld gas utilized and the power source slope output. Rapid explosions result in the continuos crackle sound.
In contrast to Pulsed, spray energy is much more constant.
When the MIG spray wire feed rate and current is correct for the weld, however the "Arc Length" (adjusted with volts) is too long, the Spray weld drops and stream will transfer "uninterrupted" from the MIG wire tip into the weld. An excess arc length typically produces a quite, whoosh spray sound. The down side of an excess arc length with spray or pulsed mode is that high energy welds will result in a "wide plasma". This wider plasma can result in too much of the arc plasma energy on the weld surface. This condition which is easily controlled by fine tuning the weld voltage, can result in excess weld surface fluidity, less weld fusion depth, undercut, porosity or weld end crater concerns.
Use your WELD PROCESS CONTROL EXPERTISE TO ASSIST THIS CUSTOMER?
The robot weld application is a simple one. Welding carbon steels fillet welds, the parts are 2.5 mm thick. The gas mix is argon - 10% CO2. The wire used is 0.035 wire. The customer wants high speed welds (require high wire feed rates). The high wire feed rate produces Spray Transfer, weld burn through is a concern especially with weld joints that have gaps. You then decide to set the ROBOT parameters with the Spray Transfer Start Point.
You set the robot wire feed at ___ inch/min. You set the initial robot weld voltage at ____V. You the set the robot weld travel rate at____inch/min. By the way if the system requires you you set Weld Current. What would be the minimum spray start current that could be used____amps.If you had purchased my Weld Process Control, Self Teaching - Training Materials, you or your employees would instantly know the optimum weld parameters, arc sounds and the best weld practice data for any weld transfer mode, any gas mix, or any application, using 0.035 - 0.045 - 0.052 - 0.062, (1 - 1.2 - 1.4 - 1.6 mm) MIG wires.
If the spray weld current selected is sufficient for the wire diameter, and the arc length (distance from the wire tip to the weld) is TOO SHORT, this simply means that the weld voltage is set too low. With these welds, the wire, drops and stream are driven into the weld causing both explosive short circuits and weld metal disruptions resulting in spatter. This condition produces an erratic weld transfer and an inconsistent harsh crackle sound.
To set the optimum spray arc length (volts). The tip of the spray transfer MIG wire (arc length) when welding is usually between 0.050 - 0.080 from the weld surface. As the weld stream transfers from the wire tip, part of the weld stream will short circuit with the weld producing a consistent crackle sound.
Typical 2 to 4mm steel spray transfer applications. Automotive - Truck Frame Spray Welds.
Note left, the Ford truck frame, poor quality, robot MIG welds. In this instance you see the results of lack of management and engineering, robot Mig weld process control Expertise.
In most auto - truck plants, the robot MIG weld - part quality is usually made much worse when the poor robot MIG welds are then repaired with poor manual MIG welds.
The next photo shows poor manual MIG weld repairs being made on frames. As you can see with the manual MIG weld repairs, the parameters utilized are producing a fire works display with more spatter than weld.
The manual welders making the frame repair welds below had just finished a MIG training course from a major Detroit weld training facility. This training company provides MIG training for the big three companies and their suppliers. The manual MIG welds are actually globular transfer as evident by the globs at the end of the sparks.
The manual MIG, frame repair welders in the left photo were provided with MIG weld training by a Detroit company for their BIg Three customer. This photo shows that the welds are completely out of control.
WELD REALITY: Most of the weld training that for decades has been provided in the auto - truck industry has simply not been effective. The weld training program when provided, is often focussed on "innapropriate welder skills" and little else. It;s not just the auto - truck industry. From ship yards to Oil platform construction, from John Deere to Catapillar, you will find that with most of the global MIG and Flux Cored Training programs, that the training focus as with Stick weld training, is usually on the "welder's skills", rather than on the real world, best MIG practices and weld process controls.
The bottom line, the "play around" with their weld control welders at this frame plant, did not know how to optimize their MIG weld settings for the welds and the variables presented. These welders and their trainers knew little about MIG process controls - best weld practices.In any plant, when the workers, supervisors, technicians and engineers are not in control of the processes and equipment they daily utilize with both manual workers or robots, I strongly believe the root cause starts in the front office.
A Message to all major auto / truck manufacturers and part suppliers that make welded components.
You may have spent millions on training programs for your employees, yet you could line up all the weld decision makers in your global plants and I doubt you could find one or two individuals who could establish effective MIG Robot Weld Process Controls for your common welds.
Ed training program also uses his "Visual Weld Spatter Frame" approach to show personnel how to fine tune the weld voltage.
If that frame is approx. 12 square inches, and the spray transfer weld voltage is set correctly, then the weld spatter produced should typically be contained in the frame
If
the weld spatter as you see here, is well outside that 12 inch window the open arc volts are set too low.
You can tell its an open arc mode by the weld energy generated. Also if you view round ball shapes on the
end of those weld spatter streaks, you are watching a weld set with
globular weld parameters.
This is common with many robot welds.
With globular transfer, the open weld voltage is typically less than 25 volts and the weld current is less than that required to attain spray transfer for the electrode wire diameter selected. If the weld spatter profile is straight streaks and outside the 12 inch window as in this picture, the spray parameters are set with the weld voltage set TOO low, therefore the weld wire is driving into the weld.
MY TRAINING RESOURCES, POINT OUT THE IMPORTANT THINGS THAT WELD PERSONNEL SHOULD BE AWARE OF.
[] Short Circuit or Globular welds. The prime cause of weld spatter is Weld Voltage is SET TOO HIGH.[] Spray or Pulsed transfer" welds. Typical weld spatter occurs when the wire is driven into the weld. The Weld Volts ARE SET TOO LOW.
[] With optimum spray or pulsed MIG welds, the welders should be producing an intermittent weld crackle sound without spatter. This sound will indicate a correct short arc length through the correct weld voltage.
This Web site infomation has taken many years of man hours to produce. As I never stop writing it would likely take someone weeks to read all the info. Why not consider purchasing one of my condensed books or training resources. You can THEN spend more time with your family, IMPROVE YOUR CAREER PROSPECTS OR SIMPLY get that weld shop on the path to manual - robot weld process optimization.
Want to see lack of weld process controls and a fire work display?
Visit an auto or truck plant.
|
The above Motorman robot fire works display was typical with the robot cells that I worked in. This robot was producing terrible, inconsitent MIG welds with excess weld spatter. My client had spent with the fixtures over $300,000 on their Motorman robot cells. It's a pity the management in this company did not invest $300 on my s Robot Weld Process Control Training Programs. then at least their plant robot technicians and engineers could set the correct weld data.
Lets see, Ed told me that to reduce the weld spatter with Short Circuit or Globular welds, my welders would typically have to DECREASE the weld
volts by 1/2 to 2 volts. In contrast, to reduce weld spatter with Spray or Pulsed you typically have to INCREASE the weld volts by 1/2 to 2 Volts. I guess as the manager of the weld department, I should get involved. However I've also just become aware that the majority of our weld people don't even know what weld transfer mode they are using. With the weld process chaos in this shops and the costs associated with weld spatter clean up, I should put Ed's weld volt information on a bloody big sign in the middle of the weld shop. Then again maybe I should invest $300 and provide my weld personnel with Ed's process control training program. I guess I could also take a trip to Asheville get Ed's to provide me with his customized training program. (For Customized Train the Mgr, Supervisor, Engineer, Technician, Trainer program), see the bottom of this section.
WHEN A WELD SHOP ALLOWS IT'S PERSONEL TO USE INNAPROPRIATE STICK WELD PRACTICES FOR THEIR MIG & FLUX CORED WELDS, THIS IS ANOTHER SIGN OF LACK OF WELD MANAGEMENT.
Another indication that global MIG - Flux Cored weld process control - best practice eduction is severly lacking, is a good percentage of MIG & FCA welders will use Stick (SMAW) weld practices and techniques when producing the MIG or FCA welds.
Approx. 60 years ago, over 90% of the welds produced were made with the SMAW (stick) and TIG weld processes, and then MIG was introduced without thought for the weld process control requirements. Today MIG & Flux Cored account for > 90% of the global daily welds produced .
In 2015, as its been for decades, a survey of MOST GLOBAL EDUCATION FACILITIES that provide welder training programs, would reveal that inappropriate stick weld practices are being taught by the educators in the MIG and flux training courses. It's a sad fact that less than 10 % of global weld instructors will have the required weld process control expertise necessary teach those manual or robot, MIG and flux cored weld personnel, and there has for decades been quality - productivty consequences that would be measured in billions of dollars .
Many of you will be aware of the following scenario. The plant weld supervisor or the community colledge weld instructor was hired because they had extensive experience as a pipe (stick) welder. These will be the weld supervisors or weld trainers who's employees will daily "play around" with their MIG weld controls, and while MIG welding, they may also use a "whipping or skipping weld techniqu". These are techniques used when welding with his stick electrodes, and they are techniques that will rarely provide controlled weld fusion when MIG welding.
Manual MIG TECHNIQUES:
Whipping a MIG gun back and forth in the direction of the weld, not only produces that distinctive "whoosh whoosh" sound, it also leaves a distinct freeze pattern in the weld. The clearly defined freeze lines on the weld surface are typically 1 to 3 mm apart. The problem with the whipping technique is whenever you take the MIG gun away from the leading edge of the weld you reduce the weld root and side fusion potential with a process thats notorius for typically providing marginal weld fusion. When using the whipping technique, the thicker the part the greater the potential for lack of weld fusion.
Poor fusion is the norm for most MIG welds on steels > 5mm.
THAT POOR SKIPPING & WHIPPING MIG - FCA WELD PRACTICE:
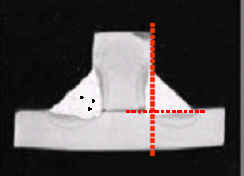
Cut and macro the MIG welded steel parts >1/8, in which the welder has used a WHIPPING - SKIPPING technique and you will likely find in most nost welds that lack of weld fusion is a concern. MIG weld penetration with any weld transfer mode on parts > 3 mm is often marginal, That weld fusion will be greatly influenced by the Directional Control of the MIG arc plasma and weld stream / drops.
Manual welders welding steels > 3 mm should keep their forward motion as steady as possible, with their MIG wire directed at the leading edge of their weld. The only logical time to use a whipping technique is on thin gage welds, on welds with gaps, or on applications such as clad welds in which minimum weld fusion is desirables.
MANUAL MIG WELD WEAVES?
When two manual MIG welders are using weaves to weld the same parts, they will provide inconsistent weld weaves that will result in inconsistent weld fusion. The best techniques for most manual MIG welds is use stringers with the MIG gun on the leading edge of the weld pool.
As indicated in my robot training resources, there are different MIG rules for robots. In contrast to manual MIG welds, the reason a robot can successfully use weld weave is the robot weld weave profiles and width are controlled, as is the weld speed.
The robot MIG weld weaves can benefit sidewall weld fusion on all fillet welds, especially on parts > 5 mm, or the weave can be used to distribute the weld energy and reduce weld burn through on gage parts or parts with gaps. When a robot weld weave is necessary, try a high frequency with a slight oscillation in the center of the weld puddle, (this pushes the weld outwards).
WE HAVE TO MIG WELDING GALVANIZED:
Question for Ed.
Ed we have three robots that MIG weld. I was wondering what is the best MIG weld transfer mode to use on thin, galvanized steels that are welding parts 1.6 to 2.5mm. Also what is the best way to get the best MIG weld quality and deal with the zinc to avoid weld porosity. We currently use E70S-6 wire with 92% Ar - 8% CO2.Answer: The first thing the weld decision maker considers is the part thickness. If the parts to be robot welded are less than 2 mm, short circuit (SC) is typically the logical weld transfer choice. SC will reduce the weld burn through potential, especially if the thin gage parts have gaps and coatings. When robot welding parts > 2 mm, the pulsed mode (if available), the globular or low end of spray transfer may be used.
Note: Robot process control advice is often different from manual weld advice as the robot offers both benefits and limitations. Also Info on welding galvanized is below.
Who puts the lack of fusion or weld porosity in those welds? Is it the parts, the consumables, the process, the weld transfer, the parameters, the weld techniques, the conditions, the atmoshere, or is it simply that the management has not provided their employees with the process controls and the best weld practices that would ensure that these defects are rarely an issue?
If there are contaminates on the weld surface you know
where to find then after the weld is complete.
GALVANIZED AND MIG WELDS. A POINT MANY INDUSTRIES, ENGINEERS AND MANAGERS IGNORE:
Galvanizing a part is a LOW COST method of providing corrosion protection to LOW COST steels. When welds are made on galvanized part, that weld destroys the corrosion protection under the weld and either side of the weld. While the parts may not corrode, the welds and HAZ areas on the parts will corrode, so you could ask "WHY BOTHER WITH THE COATING".
Please remember if you have zinc on the weld surface there is no such thing as achieving a quality weld. Irrespective of what any weld wire - gas or equipment salesman informs you about their magical weld consumables and sophisticated weld equipment. With zinc coatings on a weld surface, you end up with the resulting zinc oxide reactions that typically form the extensive porosity in the welds. Also the zinc can promote micro weld cracking.
When MIG welding on galvanized parts you could use a back hand technique in which the weld energy is applied back on the weld, therfore the arc and weld is less dissruptive to the galvanized suface. This techique reduces the ammount of the galvanized that will be removed from either side of the weld, however these welds are typically convex, more penetrating and the welds will be still full of porosity.
To reduce the zinc porosity in the welds the following would help;
[a] Provide as much weld energy as possible to burn off and reduce the weld porosity potential.
[b] Maximize weld current density by using the smallest weld wire diameter.
[c] Use the highest possible weld current.
[d] Remember fast weld speeds result in fast weld solidification, this adds to the weld porosity trap.
[e] Avoid concave fillet welds. Convex welds will be stronger and help compensate for the poor internal weld quality. Also if possible make the welds a little larger or longer than they need to be.
[f] Use 0.035, E70S-3 wire as it has less silicon than E70S-6, (reduces silicon zinc cracking potential).
[g] in contrast to low CO2 mixes, consider high energy 80 argon - 20 CO2 gas for short circuit, spray - pulsed applications.
[h] Use short wire stike outs, 3/8 - ½.
[i] If the galvanized coating is really thick consider two weld passes.
[j] When the arc becomes very unstable use the back hand technique as it will improve arc stability.
Designers, managers, supervisors or technicians who expect to produce quality welds on galvanized parts are individuals who to put it bluntly, are simply in the wrong profession.
If an engineer wanted good weld quality they would spec out that the parts be galvanized "after welding". The bottom line, as a galvanized weld will always contain excess contaminates in the weld, any welder who takes pride in their welds would take a grinder and remove as much of the galvanized coating from the weld and HAZ area. From a weld quality perspective, keep your focus of porosity as it will weaken the welds, and to compensate for the poor engineering decisions in your organization, provide a little more weld, and ensure the welds you produce at least provide consistent weld penetration.
Special mention should be made with welding galvanealed. Typically it's not necessary to remove these primers, and acceptable weld quality is possible. However if the primer is put on too thick, excess porosity can result.
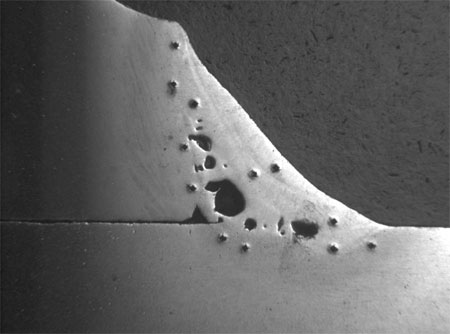
There's MIG and FCA weld porosity caused by too little gas flow and then
there is this flux cored porosity caused by too much gas flow.
If the gas shielded flux cored weld surface is clean (above) and does not look oxidized, (grey to black) the large pore MIG / FCAW porosity is typically a result of "EXCESS GAS FLOW". Weld gas turbulence is most often caused with gas flows greater than 40 CFH/hr. Optimum MIG and flux cored gas flow (measured as it exits the gun nozzle) for steels is 25 to 35 CFH/hr. The gas flow should alway be measured as it exits the gun nozzle. If the weld surface with the large pore porosity has a grey, dirty, oxidized appearence, the cause of larger pore porosity is typically a result of insufficient gas flow, less than 20 CFH /hr..
Weld porosity is caused by the absorption of oxygen, nitrogen and hydrogen into the molten weld pool. The gases react with alloys and elements in the welds. Si - Mn oxides are common. Some of the gas reaction are released during the weld solidification while others may become trapped in the weld metal. The porosity is typically round in shape but can also be an elongated or irregular shape.
Robots and MIG Porosity. The most common cause of porosity with robot welds is the stamping or forming lubricants that are on the part surfaces. The solution to this is simple, it's called "weld management".
When you find the robot weld porosity is always at the same location on the part and the porosity is not at the weld starts or ends, (time and pre - post flow gas problem) examine the robot movement and see if the robot arm is causing a restriction of the gas flow line. Also it's common with robot cells to see a severe gas flow restriction due to the narrow orifice found in the gas line connections.
Note: In a robot cell it's critical to measure gas flow not at the flow meter, measure the gas as it exits the gun. That flow should be 25 to 35 cuft/hr.
MIG & Flux Cored Weld Porosity:
Nitrogen, hydrogen and oxygen absorption in the weld pool often originates from contaminated gas mixes or inadequate weld gas shielding. Porosity is also influenced by leaks in the MIG gas lines, excess gas flow rates, draughts and the common part contamination. A common cause of porosity with gas shielded flux cored wires is moisture in the wire's flux.Hydrogen can originate from a number of sources including moisture from the electrode surface, moisture in those gas cylinders that you assume are made to some gas filling spec. Moisture is common on cold parts and also found trapped in rust or mill scale and from contaminates found on the work piece surface.
With steel welds, the hydrogen typically has time to escape, in contrast with the lower melt temp, faster freeze aluminum welds hydrogen entrapment is common.
WELD Cluster Porosity.
A localized group of pores with random distribution. Causes. Arc blow, insufficient, inconsistent or excessive weld gas flow, material or weld wire contamination, (low) weld parameters and poor weld technique.
Weld Worm Holes and Waggon Tracks porosity.
Wagon tracks are typically found in a line in the the center of gas shielded flux cored weld. The tracks run parallel to the weld axis. Classic waggon track / porosity is easily achieved when moisture is in the gas shielded flux cored wire flux. Typically the cheaper the product the more prone you will find it is to wagon tracks. When I have to train weld personnel with Lincoln and Hobart all position gas shielded flux cored products, I was always concerned about the excess porosity and worm tracks that would appear in my welds. I preferred Alloy Rods, Tri Mark and Kobelco products.
Worm holes are elongated gas pores producing a herring bone appearance on a radiograph. Worm hole porosity is common in gas shielded flux cored welds when the electrodes have too much moisture in the wire flux or the gas flow is too high.
Welds and ROOT porosity.
Weld root porosity frequently occurs when MIG welding using two or three component argon mixes that utilize oxygen. With these "low energy oxidizing" gas mixes, the resulting root is typically narrow, finger shaped. The root finger area solidifies rapidly trapping porosity. To reduce the root weld porosity, change to a gas mix that does not have oxygen, use a higher energy,argon 15 - 20 CO2 gas mix. You can also increase the weld parameters, slow the weld speed and avoid thin welds that result from weld weaves.Aligned weld porosity.
Linear porosity is an array of small round pores typically found in a line. Often this is caused from the base metal lubricants or metal surface contaminate. Remember the last part of the weld to solidify is the weld center and this porosity did not have the time or energy to exit the weld. Add weld energy,decrease WSO, and increase push angle allowing the arc to break up surface oxides ahead of weld.
This weld porosity will be found scattered randomly throughout the welds. When you find this porosity, if the MIG weld surface is gray and looks oxidized, the porosity is typically a result of insufficient gas flow. If however the weld surface looks clean, the porosity is usually caused by the base metal part or electrode contamination. Also a common cause is the welds are too thin or the weld data used causes the weld to freeze too rapidly.
Many automated & robot weld cells suffer from MIG arc BLOW?
Welding Hot Rolled steels. MILL SCALE and a Companies Responsibility - Weld Liability.
Every weld shop has a choice when welding steels, they can weld the metal as is, or they can spend a few minutes and prepare the metal weld edges to enable the highest possible weld quality. The following are typical concerns generated when MIG welding HOT rolled carbon steels with mill scale. This scale can influence and create;
[a] lack of weld fusion,
[b] sluggish welds that produce an inferior roll over, convex weld appearance,
[c] welds with excess weld spatter, (weld parameter adjustments can help however few welders make the adistment or are aware that a change in parameters will reduce the spatter,
[d] an increase in weld porosity,
[e] a decrease in weld travel rates.Many weld shops don't realize that in optimum MIG welds the weld fusion attained is often marginal, and this fusion is greatly impeaded by by mill scale.
Note: The millscale varies from one heat number to the next. The mill scale thickness also varies greatly. O on monday, when welding on mill scale the welds may be fine. On Tuesday welding another heat number in which the scale is thicker on the same parts, all hell breaks loose, AND OF COURSE THE WELDER HAS NOT BEEN TRAINED TO RECOGNIZE THE ISSUE AND PROVIDE THE RESOLUTIONS.
I am always amazed by the weld shop managers, supervisors or engineers, that are quick to inform me they have no time to devote to "grinding the HOT rolled steel weld edges before the welds are made", however in these weld shops, after the welds are made the welders will often spend extensive time grinding the spatter and weld profiles that was influenced by the mill scale. However of more importance is what the weld shop personnel typically do not see. If every weld was evaluated for it's internal weld fusion, MIG welding on parts with mill scale would never be allowed. Paint does not like mill scale and neither does welds.
The wise weld decision maker would not allow MIG welds on steel applications in which the surface condition of the steel can negatively influence the weld quality. Automated plate blast equipment can today be purchased for less than $100K, and lets face it, Chinease grinders can be purchased for $50.
When it comes to welding on mill scale or contaminated plate there is an alternative to the MIG process, "flux cored". The FCA process can provide more deoxidizers. These wires also enable higher current density. However both the mill scale and the flux cored weld slag can negatively influence the weld fusion.
The bottom line, the influence of the mill scale or any contamination to a weld should be given careful consideration by weld management. In a world in which the legal wolves line up looking to sue, the liability consequences of weld failures should be of concern to all in the front office.
Ed's Weld Clock method for weld process controls. As weld process control expertise and best weld practice knowledge has been lacking for > five decades, someone needed to simplify this subject so every person can easily understand how to set optimum MIG and flux cored weld parameters and apply the best weld practices. I started on this project 30 years ago, my weld process control method is called the
"Weld Clock Method".
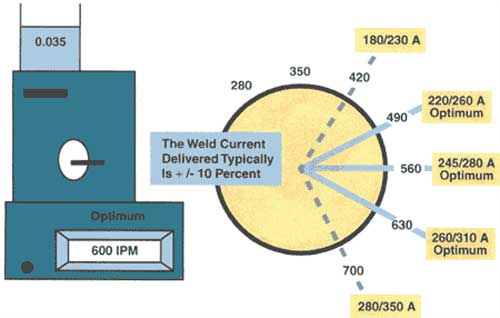
Ed's MIG weld Clock Method. Spray Transfer
Weld Current and Wire Feed Settings
Great SPRAY start point. with 0.035 wire. 3 o'clock with 27 cups of coffee, (27v).
The following is an example of the way I used my WELD CLOCK method to simplify setting spray transfer weld parameters using an 0.035 wire. Just as short circuit has an optimum narrow weld parameter clock range so does spray transfer.
Another prime reason you should not have been asking
a MIG weld equip. rep for weld advice.
For six decades the major USA - European and Aisian MIG equip. manufacturers never put the optimum
2 - 3 WF settings required on on their Wire Feeders for the world's most used MIG wires.
The reason was simple, they were SIMPLY not aware of those settings.
For decades most wire feeders have provided a maximum wire feed rate of 600 to 800 in./min. The average wire feed rate is 700 in./min (18 m/min). With the wire feed control, think of it like a clock face. The wire feed starts at 7 o'clock and finishes at 5 o'clock. With those 10 settings, each turn on the control typically provides approx. 70 inches/min (1.8 m/min).
With my WELD CLOCK method, I provide in my self teaching - training resources, for each clock turn I provide the Weld Mode you should be in, the Weld Current, the Weld Voltage, the Part thickness that should be welded, the Weld Deposition rate being attained and the Weld Travel rate if automation is used.
With my Weld Clock method, its easy to remember that an optimum start point for Spray Transfer with that 0.035 (1mm) wire is 3 o'clock with 27 cups of coffee. Rememember 3 o'clock is the eighth turn, (1lb/turn) so the weld deposition rate for this weld is approx. 8 lb/hr.
The MIG weld decision maker should always be aware for a Specific MIG Electrode Diameter:
[a] the weld transfer mode, weld current "start point"
[b] the weld transfer mode wire feed "start point"
[c] the weld transfer mode start voltage,
[d] the weld transfer mode weld "parameter range",
[e] the weld transfer mode "optimum" wire feed and voltage start points.Understand the MIG settings, now that would be a fresh approach to MIG welding
in my shop. You know this weld process control stuff is starting to make sense.
WITH MIG WELDS, FROM THE WELD EQUIPMENT - CONSUMABLE MFGS, THERE HAS TOO OFTEN BEEN TOO MUCH BOVINE FECAL MATTER, AND TOO LITTLE WELD PROCESS CONTROL AND LOGIC DEPTH.
More than twenty years after the MIG process was developed, at a time when I was was starting to develop my MIG Weld Clock method and writing my first book on MIG, the most popular weld book available to North American weld shops was the Lincoln "Procedure Handbook of Arc Welding" Twelve edition.
Many Lincoln employees refered to their Procedure Handbook as their "weld bible". What was ironic was the world's largest supplier of MIG wires had on book that provided MIG advice. The Lincoln book provided "FOUR whole pages on the MIG weld process" welding carbon steels. This was at a time when I wrote my Management book on MIG process controls, and it had 600 pages.
NEXT TIME YOU ASK A WELD SALESMAN OR REP FROM A WELD EQUIPMENT - CONSUMABLE MFG, REMEMEMBER THIS.
After the MIG process had been in use for almost three decades, the following is the MIG advice Lincoln Electric provided it's weld customers from it's Welding Bible
[a] Lincoln advised that MIG Spray Transfer is not attainable with argon - CO2 mixes. All the other major weld equipment, consumable and gas companies, would also make similar statements, such as spray transfer is not attainable with argon plus 25 - 20 CO2, or with 15% CO2.Ed's weld reality check. With specific settings and wire diameters spray is attainable with 25% CO2and with all wire diameters spray was always attainable with any argon mixes with up to 20% CO2.
The ridiculous CO2 gas statements were common right up to the late nineties. by most major weld equipment and consumable suppliers. It's obvious that the weld decision makers in the welding product companies never bothered to put on a welding shield to evaluate the MIG spray arc. The bottom line was most of the individuals responsible for the written materials from the corporations that produced welding equipment and consumables simply lacked the necessary MIG process expertise to provide real world, practical MIG welding facts.[b] Lincoln advised that for MIG spray transfer on carbon steel welds use a MIG welding gas flow rates set at 40 to 60 CFH/hr.
Weld reality check. A gas flow rate of >50 CFH/hr would possibly cause weld puddle turbulence leading to porosity, also it could almost double the weld gas bill. Gas flow rates at the gun nozzle of 25 - 35 CFH/hr are recommended.
[c] Lincoln advised for short circuit welding use a gas flow rate of 10 to 15 CFH/hr.
Weld reality check. These flow rates are simply inadequate, see above.[d] Lincoln advised for spray welding 3/16 (5mm) plate use an 062 wire at 375 amps.
Weld reality check. Would you recommend a 0.062 wire for a 3/16 weld, if you did it would take a few moments before you melt through the 3/16 part.
[e] Lincoln advised For short circuit welding 062 (1.6mm) gage use an 0.030 MIG wire at a wire speed of 170 in./min.
Weld reality check. With an 0.030 wire the practical setting would be close to 300 in./min. Also why would one of the world's largest wire producers recommend the more costly 0.030 wire with its higher costs feed issues. By the way the recommendation should have been an 0.035 wire at 10 to 11 o'clock with 17 cups of coffee.Yesterday. It was not just Lincoln that had no clue on the fundamentals of the MIG process. Linde, Miller, Hobart, Liquid Air, BOC, Air Products, Liquid Carbonic all made major inappropriate welding process statements about the welding and consumable requirements necessary for optimum MIG welds.
Decades later in 2013, many of the companies mentioned still have minimal depth in the MIG process and the requirements for optimum weld quality and productivity. If these companies have welding employees with MIG process expertise, typically their opinions will be less important than what comes out of the mouths of the individuals in their sales and marketing departments.
Ed's granson has found out how to solve the great mystery of MIG welding. He uses weld process control expertise and best weld practices, rather than asking Lincoln for advice.
My grandson wont be "playing around" with weld controls,
I hope that if you have got this far, you will have got the message. The weld reality is weld process expertise will not typically come from a salesman or from someone with a fast track AWS certificate. If you are a weld decision maker focus should always be maintained on your level of weld process and application expertise.
Of the 10,000 to 20,000 weld decision makers that visit this site each day, I would guess that nine out of ten may this week spend $30 - 40 on booze, $60 in a restaurant, $10 on coffee, $30 for cigarettes, $40 on cable TV, and $6 for videos. It's a sad statement that only a few individuals will consider investing a few dollars in their careers and purchase a practical weld book or video to control the process.Career opportunities occur sometimes through fate, sometimes by being in the right place at the right time, sometimes from knowing someone. The greatest opportunities for career advancement in the welding industry will always come to those individuals with the most weld process control expertise. Click here for your keys.
FOR THOSE MANAGERS THAT ARE INTERESTED IN CUSTOMIZED TRAINING FOR THEIR WELD DECISION MAKERS OR TRAINERS, PLEASE GIVE CONSIDERATION TO MY UNIQUE PROGRAMS THAT I PROVIDE IN ASHEVILLE NORTH CAROLINA .Managers, Engineers, Supervisers or Trainers, take your company to it's
highest manual or robot weld quality and productivity potential
" HOW TO MANAGE A WELD SHOP & ENSURE MAXIMUM DAILY WELD PRODUCTION,
AND THE HIGHEST WELD QUALITY, ALWAYS AT THE LOWEST WELD COSTS".
I provide customized, management, supervision & train the trainer, manual & robot, MIG & Flux Cored, Weld Process Control& Best Weld Practice Training, Asheville. NC.
Wikipedia Photo by Ken Thomas Rainy.
Blue Ridge, Asheville, North Carolina. Often Voted # 1 USA City.
In the competitive global weld industry, weld - fab / mfg. business survival will be achieved by those companies that employ, managers, supervisors and technicians that do not rely on weld sales advice and have the weld process control and best practice capability. This expertise is essential to consistently attain the daily required MIG and Flux cored weld quality and highest weld productivity at the lowest possible weld costs.
PROCESS TRAINING & WELD COST REDUCTION OPPORTUNITIES:
Extensive weld cost savings will be found in any weld departments in which weld personnel or robot technicians are playing around with the MIG and flux cored weld controls.
Extensive weld cost savings are easily produced in weld departments in which weld processes, transfer modes and weld deposition potential are underutilized as they are poorly understood.
Extensive weld cost savings are easily created when weld quality is not consistently optimized, weld rejects / weld rework are common and weld defect control is poorly understood.
Extensive MIG weld Equipment and Consumables are easily produced in weld departments in which the weld decision makers no longer rely on weld sales reps for weld advice. The cost benefits will be many
[] You will now have the reasons and proof that you don't need to purchase that costly pulsed MIG equipment loaded with useless bells and whistles.
[] You will no longer need to purchase a variety of different gas mixes.
[] You will see the futility in the purchase of those useless three part gas mixes.
[] You will not require those costly metal cored wires and will think twice about the flux cored wires you now purchase.
[] You will dramatically reduce weld fumes and weld grinding, dramatically reducing the purchase of grinding wheels & discs.
Extensive weld cost savings are generated when weld shop front office personnel are trained with a comprehensive understanding of weld cost controls and requirements gor weld process optimization.
YOU WON'T NEED A WELD TEAM TO MAKE A WELD DECISION, WHEN ALL YOUR WELD DECISION MAKERS ARE QUALIFIED TO MAKE CORRECT WELD PROCESS DECISIONS.
My customized course last two days. The course location is in Asheville, North Carolina. With this program I provide what no training company or global educational facility provides. The participants become manual or robot weld process controls experts. You send me one or two indiduals and i will train them so they can train your employees.
For info. E Craig. 828 337 2695. E-Mail ecraig@weldreality.com.
PROCESS CONTROL - BEST PRACTICE TRAINING AUTO - TRUCK INDUSTRY:
E-Mail. Craig, I wanted to send update about that E-Town, DANA plant
that you visited a few years ago. As you know on your first visit, our robot MIG welding lines were producing less than 40 Ford F-150 truck frames per-hour, and over 90% of the frames required extensive weld rework.
Thanks to your Robot Weld Process Controls - Best Practices Training program, and your process and consumable recommendations, the robot weld results from our employees are today staggering. Yesterday this plant hit very close to a record of 76 frames per hour. We daily attain our average goal of one frame per-minute. We had two recent weld audits. One weld audit had a total of two failures, and the 2nd weld audit was the first 100% pass weld audit in the history of the Ford F-150 line. We have now implemented your robot weld process recommendations in five of our USA plants.Many thanks! Ryan Good.
A grateful engineer, and a grateful DANA Corporation.
Note The DANA corporation is a tier one supplier and a world leader in the supply of drive line products such as frames, axles, drive shafts, and transmissions for light- and heavy-duty vehicles. DANA employs approximately 22,500 people in 26 countries and in 2010 had sales of $6.1 billion.
WELD PROCESS CONTROL TRAINING FOR ANY WELD SHOP USING MIG - FCAW.
E-Mail. Dear Ed, I want to let you know that by using your MIG - FCA weld process control - best practice methods in one of our plants, we have now dramatically improved our weld quality - productivity and reduced our labor - filler metal costs by approx. 45%. We intend to utilize your training program in all our plants.
Lawrence Bower CWI/CWE.
Chief Welding Engineer.
NCI Group. Houston TX.
TAKE A TEST.....
My MIG Weld Process Controls & Best Practice Test.
How much do you know about MIG - FCAW Process Controls - Best Weld Practice. The bottom line is Universities, Colleges & Training Facilities, don't provide the weld industry with the process resources they need.
My Flux Cored Weld Process Control & Best Weld Practice Test.