The
world's best process for welding any all position, thin or thick stainless
/ duplex or alloy applications is TIP TIG.
With manual TIP TIG welds this TIG welding process is more like MIG.
No weld starts / stops,
no weld oxidation and minimum HAZ.
E-mail.
Question:
Ed
we have a variety of weld process selections for stainless, what MIG and flux
cored wires / processes should we consider when welding stainless steels in the
gage to one inch (25 mm) range?
Answer:
The following primary weld considerations
will influence the weld process required.
[] Distortion potential.
[] Cleaning and oxidation concerns. [] Part thickness. [] Weld positions.
[] For welding stainless steel gage applications >1.6 mm, it's been traditional
and logical to use use TIG or the MIG short circuit or the pulsed MIG process . Today any weld shop welding stainless should look first at the world's best process for stainless and all alloy gage welds, it's
called the TIP TIG process.
[] PULSED
MIG GAGE BENEFITS: In contrast to "short circuit", to increase weld speeds
on gage > 1.6 mm parts and provide superior weld surface, (more fluid) consider the pulsed
MIG process. For pulsed on stainless consider the gas mix I developed in the 1980s, Argon 2
- 3% CO2 (see MIG gas section) and use an 0.045 wire. The pulsed choice is especially
appropriate for stainless welds on applications in the range of 16 gage to 1/4.
thick.
[]
MIG SPRAY: For stainless / duplex applications > 6 mm, when welding flat and horizontal welds, consider
an 0.045 MIG wire and spray, again using my gas mix Argon 2 -3 % CO2 for optimum welds. Consider
pulsed MIG with the same gas mix if heat, distortion or spatter issues.
[]
FLUX CORED: For welding in the vertical up and over head positions on stainless steel parts over 3 mm welding vertical up or overhead applications, consider an 0.045 gas
shielded flux cored wire with argon 20- 25% CO2. Do not weld vertical down or weld the roots with
the gas shielded flux cored wires.
TIP TIG WELDING ON DUPLEX
Material: Lean Duplex 3/8 thick.
With TIP TIG on numerous stainless, inconel duplex tanks and pressure vessels you can produce perfect open root and fill passes without purging the vessel.
TIP TIG Weldwire: Duplex DX 21010
TIP TIG Average Weld Travel 12- 14 inch/min.
250% faster than TIG or SMAW always superior weld quality than any other process
Safety weld issues are a primary concern for anyone who welds stainless steels
and nickel alloys...
OSHA
held hearings on it's proposal to reduce the PEL for hexavelent chromium from
52 micrograms per cubic meter to 1 microgram per cubic meter as an 8 hour time
weighted average. By court order OSHA is required to adopt a final rule by Jan
18 2006. Click for MIG Welding Stainless
Steel safety issues
Don't
forget with the TIP TIG process the faster TIG weld speeds, the narrow weld column and faster travel you get the lowest stainless
or Inconel welds fumes and likely will not need exhaust equipment.
TIP TIG BEING USED FOR THE WORLD'S
LARGEST TIG DUPLEX APPLICATION:
THIS COMPANY HAD TO PRODUCE 18 LARGE DUPLEX TANKS
FROM 12 TO 17m DIAMETER.
This company turned down regular TIG, Pulsed MIG - FCAW and selected TIP TIG.
No weld cleaning. No spatter. No weld rework. No Chrome - Manganese Fume concerns.
STAINLESS STEEL MIG GAS MIXES AND WELD REALITY.
In
the last three decades, the biggest selling gas mix in North America for MIG welding
stainless steel, thin gage applications, has been a tri-mix containing 90% helium
- 7.5% argon and 2.5% CO2. As the weld issues with most "gage stainless" welds are distortion, weld burn through and oxidation with the common weld issue denominator being heat sensitive, it's remarkable that for three decades the global weld industry influenced by gas marketing and salesmanship reached out for the 90% helium tri-mix, the world's hottest gas mix. In contrast to the ridiculous three part helium tri-mix, use Ed's gas logic and purchase a less
costly, two part mix, argon - 2 - 3 % CO2, ( Ed developed this mix 1980s). More info on in gas section.
There
are over 60 MIG gas mixes available for all MIG applications.
With these
six MIG gas mixes
Ed has has either developed and defined the world's best gas mixes.
With
TIP TIG ARGON HELIUM MIXES ARE ARE TYPICALLY NOT REQUIRED. ARGON
IS REQUIRED FOR ANY WELD
ON ANY ALLOYS AND ANY THICKNESS. IN
CONTRAST TO TRADITIONAL TIG WITH TIP TIG YOU SHOULD
TYPICALLY
USE
50 - 80 % LESS GAS.
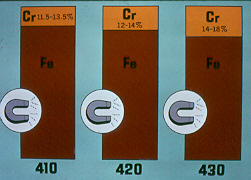
STAINLESS STEEL COMES IN MANY FORMS.
Welding
Stainless Steel Grades
Austenitic, Martensenitic and Ferritic STAINLESS STEELS.
The 300 series austenitic
stainless steels are the most common welded. These chrome nickel steels,
in contrast to lower cost stainless have more alloys and are "non magnetic"
(Exception, types 310 - 330)
Austenitic
Facts: Austenitic grades typically contain a minimum of 18% chrome - 8% nickel
and are often called 18/8 steels.
Common Designations: 304 (S30400) - 304L (S30403) 316
(S31600) 316L (S31603) - 347 (S34700). Stainless
Steel Grades 301-302-304-305-308 usually welded with E308.
18/8
grades used for machine parts exterior buildings and industrial parts.
18/8
not to exceed 800F 426C service temperature.
Manganese
grades of stainless "200"
series similar to 18/8 grades. Manganese in this series is used for "extra
strength" Welding the manganese grades usually requires the use of the E308L
filler.|
Martensitic
and Ferritic Grades are
common stainless steel grades that we don't want to weld and if we do, we weld
with great caution.
Martensitic
Chrome steels. Weldability,
limited. Preheating typical 250°C to 450°C. Postweld treatment: Slow cooling
to 120°C (martensitic transformation) and annealing at 750°C or hardening
(generally 1000°C / oil), tempering (generally 750°C). Watch for formation
of chromium
carbide between 500°C and 650°C...
Note:
When welding these grades the weld procedure concerns and focus will be on HEAT
treat requirements.
STAINLESS
STEEL WIRE INTERNATIONALSPECIFICATIONS.
US AWS A5.9 / UK BS2901 / Japan JIS Z3321/
ISO 3581/ Germany DIN 8555 - 8556
UNS International filler metal numbers start with WXXXXX
From
Avesta: Stainless steel evaporators at Smurfit Kappa Kraftliner, Piteå.
TYPICAL STAINLESS STEEL FILLER METALS
Stainless
Filler Metal Information:
Stainless
Filler
International
Specs
Chemistry
Manufactures
designations
Applications
Electrode
E308
Germany
SG X5 Cr Ni 19.9
ISO
23.12
UNS W30940
C
0.08
Mn 1 - 2.5
Si 0.25-0.6
Ni 9-11
Cr 19.5-22
Thyssen-Therm
J
Kobe-MGS
Lincoln L18.8
Pacweld -PW176SS
Sanvik 19.9
E308
is typically used when the corrosive conditions are not severe
Electrode
E308L
(low carbon)
Germany
SG X2 Cr Ni 19.9
ISO 119.9L
UNS W30843
C
0.03
Mn 1 - 2.5
Si 0.25-0.6
Ni 9-11
Cr 19.5-22
ESAB
-OK 16.10
Thyssen -JE
Sandvik 19.9L
Note
(L).
The lower carbon is used to avert the formation of carbide precipitation
Note
Si or Hi Si.
The high silicon can increase arc stability and the weld wetting,
which is important for some the low amp, sluggish, short circuit welds
Electrode
309
Germany
SG X12 Cr Ni 22.12
ISO 23.12
UNS W30940
C
0.012
Mn 1 - 2.5
Si 0.25-0.6
Ni 12-14
Cr 23-25
ESAB-
OK 16.53
Sandvik- 24.13
Thyssen -Therm 25.14
Used
for welding 309 and austenitic to ferritic (carbon) steels
Electrode
309L
C
0.03
Mn 1 - 2.5
SI 0.25-0.6
Ni 12-14
Cr 23-25
Used
for weld overlay applications or butter passes.
Electrode
310H
C
0.10 -0.12
Cr 26
Ni 22
(H)
Has minimum carbon content lower carbon can cause micro cracking causing tensile
reductions
Electrode
310
Germany
SG X12
CrNi 25.20
ISO 25.20
UNS W31040
C
0.08-0.15
Mn 1 - 2.5
Si 0.25-0.6
Ni 20-22.5
Cr 25-28
To
weld 310 and 304 clad and stainless overlay
For low or high temp, corrosive or any critical applications always confirm electrode
choice with wire manufacturer.
Using ELC ensure weld gas has less than 3%
CO2. A low co2 mix is less oxidizing than a low oxygen mix.For low carbon base
use low carbon filler identified by EXXXL
Electrode
312
Germany SG 9250XRC UNS W31240
ISO 29.9
C 0.15
Mn 1 - 2.5
Si 0.25-0.6
Ni 8-10
Cr 28-32
Higher
Ferrite.
More "crack resistance" than E309.
Electrode
316
Germany
SG9250ZRC
UNS W31640
ISO 19.12.2
C
0.08
Mn 1 - 2.5
Si 0.25-0.6
Ni 11-14
Cr 18-20
Mo 2-3
ESAB-
16.35
Thyssen - Therm G.
Sandvik 19.12.2
for
316 steels and good for "high temp" corrosion resistance
Electrode
316L
Germany
SG X2 CrNiMo 19.12
ISO 19.12.2L
UNS W31643
C
0.03
Mn 1 - 2.5
Si 0.25-0.6
Ni 11-14
Cr 18-20
Mo 2-3
Electrode
317L
317 Germany SG CrNiMo 1813
ISO 19.13.4
UNS W31740
317L UNS 31743
C
0.03 Mn 1 - 2.5
Si 0.3-0.65
Ni 13-15
Cr 18.5-20.5
Mo 3-4
Has
moly to increase the tensile strength. Has excellent corrosion resistance and
high temp properties Note contains considerable ferrite which can lower toughness
properties.
Electrode
318
Germany SG X5 CrNiMoNb 1912
Electrode
320
used
for welding Carpenter 20 plus 20Cb-3 stainless
Electrode
321
UNS W32140
C 0.07
Mn 1.43
Si 0.58
Ni 10.52
Cr 18.58
For weld data and information on Carbide
Precipitation scroll down to weld
data
Electrode
347
Germany
SG X5 CrNiHb 1999
UNS W34740
ISO 19.9No
C 0.069
Mn 1.59
Si 0.49
Ni 9.96
Cr 20.82
ESAB 16.11
Thyssen Therm H.
Sandvik - 19.9Nb
used
for 321 - 347 better corrosion resistance than 308
E347-321
wire is stabilized with small amounts of Ti or Cb to prevent carbide precipitation
Electrode 349
UNS 34940
Electrode
410
Germany
SG 5 350
UNS W41040
ISO 13-EZ13-189
Electrode
430
Germany
SGS 250 Zr
ISO 17 - EZ17
UNS W43040
A manual TIP TIG 3mm horizontal 316 fillet at 15 inch/min
2009. SELECT ARC ANNOUNCES NEW 430L-Cb METAL CORED WIRE:
US-based
Select-Arc Inc. has introduced a metal cored, ferritic stainless steel electrode
that is designed for welding on thin sheet metal materials. SelectAlloy 430L-Cb's
higher chromium content combined with the columbium (niobium) stabilization provides
similar heat and corrosion resistance to the base metals which are welded. This
electrode handles poor fit up and gaps and is easier to weld than solid wire.
SelectAlloy 430L-Cb is well suited to weld the heat resistant, corrosion
resistant, ferritic stainless steels used in exhaust system components. Typical
applications include manifolds, converters, mufflers and tubular components of
automotive exhaust systems made of 430 grade materials. This electrode is available
in .045in, .052in and 1/16in diameters.
Note
from Ed. As many manufactures of exhaust components lack the management, engineering and manufacturing
expertise to make their exhaust products within the specified design dimension
tolerances, this 0.045 metal cored wire would provide weld benefits as it can
utilize lower weld currents than MIG wires. This weld wire would do a good job
bridging the weld gaps that are too common in this industry.
PICKLING
AND SMUT ON STAINLESS:
From
Avesta: Stainless smut is a common
problem that results after pickling. Smut is an undesired discoloration that deposits
on stainless steel surfaces after pickling, it appears as a dark sticky film.
Its difficult to pinpoint why the smut has formed. There are a large number of
possible causes and factors. The most frequent of these are:
• Contaminated
surfaces (dirt and or glue residues from plastic film). • Uneven pickling.
• Inadequate rinsing. • Poor water quality. • Substandard
circulation/stirring in the pickling bath. • Old, contaminated pickling
bath. • Poor steel quality. • Nitrate-free pickling solutions. Research has shown that smut is more likely to occur when metal dissolution
by the pickling acid increases Fe2+ levels to the point where the redox potential
of the pickling solution falls below a certain value (Fe + 2Fe3+=> 3Fe2+).
Under these conditions, a passive chromium layer is not formed. This leaves the
steel surface vulnerable. Loose oxide particles and other elements in the pickling
acid may then easily attach themselves to the surface.
Low alloy-stainless
steels are more sensitive to smut formation than are their high-alloy counterparts.
This may be due to the high pickling rates that, particularly with high acid levels,
are characteristic of low-alloy steel grades. Reducing smut with FinishOne™
Besides excellent NOx reduction and passivating power, FinishOne™ has also
demonstrated that it is a real “smut killer”. Sprayed onto a still wet
steel surface, it promotes Fe2+ to Fe3+ oxidation and thus prevents smut formation
(Fe2+ + FinishOne => Fe3+ + H2O). Smut caused by silicone residues on the surface
Smut and NOx reduction using FinishOne™. Smut caused by a film of oil on
the surface When Fe3+ is the dominant ion, the resultant passivation protects
steel surfaces from both corrosion and adhesion. A final rinse with FinishOne™
ensures a passivated surface that is free from water stains. If
they do not receive proper post-weld treatment, stainless steels soon lose their
stainless property. Thus, correct pickling, passivation, et cetera are all vital.
This is especially true in the pulp and paper industry, where highly aggressive
media are used at high temperatures. Avesta Finishing Chemicals has the products,
expertise and support to meet the stainless steel finishing requirements of the
pulp and paper industry worldwide.
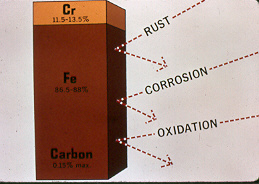
POOR WORK HABITS, POOR HANDLING
AND POOR MAINTENANCE CAN MAKE STAINLESS FABRICATION SUSCEPTIBLE TO RUST.
If
you work in a weld shop that welds stainless, you may have seen rust form on those
stainless parts. To get corrosion to form on stainless does not take much. Lift
the stainless parts with a fork lift, strap the parts with a steel band, clean
the parts with a steel brush or steel wool or grind steel parts near the stainless
parts and a few days later that familiar rust will appear.
There is a good
reason that weld and fab shop are asked when making stainless parts to to isolate
stainless from carbon steel components. When you look at that shiny stainless
part remember it's protected by a self healing, very thin oxide film and as long
as that film is intact and there is oxygen present, the stainless remains rust
resistant. Even when the stainless surface is damaged and not contaminated, the
stainless film will recover. However when the stainless is attacked by carbon
steel contamination, the film is unable to recover and under the film their is
active metal waiting to corrode.
That welder grinding carbon steel parts
creates micro steel particles that fly through the air and can attach themselves
to a stainless part. Left in an open environment, the carbon steel grinding particles
eventually dissolve and the iron oxides that result will contaminate the surface
of the part. The iron oxide contamination prevents or reduces the oxygen from
reacting with the stainless part in the contaminated area making not allowing
the oxide film to occur. This results in an active stainless which is sensitive
to the formation of rust.
Abrasive
movement of any carbon steel against a stainless part, such as from steel rolls
on conveyors, fork lifts or crane steel handling clamps will also contaminate
the stainless. A common method of none abrasive carbon steel contact can come
from manual or robot welding stainless in a carbon steel fixture. If the carbon
steel fixture components are are in close proximity to the stainless welds, this
can lead to carbon pickup in the stainless that will in a short period result
in the formation of corrosion.
Apart
from the common stainless contamination that results during material forming /
handling, a very common cause of corrosion results from the use of grinding wheels
contaminated with steel particles or steel wire brushes. When lifting parts with
a fork lift, use none steel components that separate the steel forks from the
stainless. When you strap those stainless parts, place wood between the bands
and the stainless. With stainless weld operations using carbon steel fixtures,
ensure no carbon steel part is within 25 mm of the welds. If fixture parts are
within close proximity of the welds replace the carbon steels components with
stainless, copper or aluminum.
Rust
around Stainless Welds
Question:
Ed. Recently our company fabricated 316L gage pipe. The finished weld products
have been out doors at the site for approximately 2 weeks and now about 15% of
the welds are showing rust at the weld seams. Our procedure for weld cleanup was
to use a stainless wire brush followed with a citric acid passivation. We really
are at a loss as to why this happened.
Answer
from Brad Hass. This very interesting for me, we had a similar problem on 304L
structures for a blast freezer. It turned out to be from the use of a 302ss powered
brushing operation. We had a company come in, to apply pickling gel to the damaged
areas. It works! The reason I don't believe you had a carbon steel brush in use,
is citric acid treatments will remove that, and will not remove contamination
from 302 and 304 powered brushing. Nitric/Hydroflouric and brush electropolishing
is the only thing we have found to remove this. I have confirmed all the above
with salt spray testing 24 hr 5% solution. One other thing the larger the bristle
diameter the worse the contamination. I recommend in the future 316L brushes for
your clean up, this works. Brad..
Reply
from Ed. In many weld shops weld management is lacking weld inconsistency is the norm and therefore it's not a stretch to imagine that the weld cleaning practices
are lacking.
If the shop manager came in on the second shift,
would he find Fred the welder cleaning the stainless welds with carbon steel brushes
or using contaminated stainless brushes or wheels.
When I look
at the pipe seam and circumferential welds, it's notable that the corrosion is not consistent rateher its
localized to specific weld joints, and only a small percentage of the welds
were contaminated. Therefore its possible that this issue was caused by one individual, it's also logical to assume that this person used an inappropriate cleaning
method during fabrication and welding. I believe that possibly in some
areas the correct stainless brushes or wire wheels were
utilized and at other times the welders picked up carbon steel brushes or used
cleaning wheels or abrasives that were contaminated from their use on steel components
The
stainless flange cleaned with B570 and coated with a nanolyer available from
Innomet.
Any
rust formation on stainless should be removed and the fab shop has many ways to
approach this task..It's logical in the fab shop to pick up steel wool or a grinder
and take that to the contaminated area, however the wheels or wool can cause surface
damage which combined with the existing contamination can again lead to later
corrosion spread over a wider area. Rust can be removed from the stainless surface
without damaging the surface with the use of pickling liquids or inorganic chemicals.
The negative aspect of pickling or inorganic chemical is the impact on the environment
and the hazards to the people who apply the chemicals. With this in mind their
are in 2008 some unique products available that eliminate iron oxides and provide
deep cleaning of contaminated stainless parts . Of course the most cost effective
practice for the e fab shop, is don't allow the stainless parts to be contaminated.C
heck out a company call Innomet and look at their unique chemical approach to
stainless cleaning and rust removal. Innomet visit. https://inno-soft.nl/en/index.html.
Welding High Strength, High Carbon Steels
with Austenitic Stainless or Nickel Filler Metals.
[]
Austenitic stainless steels are prone to hot cracking and so
attention is required to cleaning before welding and welding using low to medium
weld parameters. Concern for formation of chromium carbide at grain interface
especially if the carbon content is higher then 0.04%. No preheat is usually required.
Filler metal: % C = max. 0.04%
In
welding carbon steels to stainless, the austenitic / nickel filler metals offer
unique features that can reduce weld crack potential in both the welds and weld
heat affected zone (HAZ). Carbon to stainless welds require that the stainless
weld metal have sufficient ferrite to resist cracking. When welding carbon steel
to stainless and a 309L wire is used, the resulting ferrite is approximately 14-16FN.
If the steel is a high carbon steel, a 309L, first weld pass
on the carbon to stainless will likely end up with "insufficient ferrite".
The carbon from the high carbon steel when mixed with the stainless weld will
suppress the ferrite formation. Instead of the 309L for this application, a 312
electrode may be recommended.
The 312 filler metal, (70 to 90 FN in
the weld metal) produces much higher ferrite levels than the 309L. This is the
prime reason the 312 is recommended for applications sensitive to weld cracks.
Filler metals such as 307 - 308 Mo and 310 can resist cracking with the aid of
alloys and without the aid of ferrite.
Note the ability of TIP TIG process to alter the weld energy and weld solidification enables this process to dramatically reduce the potential for hot cracking.
HOW
AUSTENITIC & NICKEL WELD ELECTRODES CAN HELP HIGH STRENGTH CARBON STEELS.
High carbon, high strength steels welded to each are subject to hydrogen assisted
cracking.
[1] High hardness. [2] A source of hydrogen. [3] High
stresses. These are the three fundamental requirements for hydrogen assisted cracking.
With
the high carbon steels, high hardness is typical in the HAZ unless very high,
(often not practical) preheat and interpass temperatures are utilized for the
welds.
The stresses that can influence HAZ cracking typically result
from weld residual stresses caused by weld shrinkage, these stresses can be further
exaggerated by weld joint restrictions as found in certain fixtures.
As we are all aware, hydrogen in the weld can be derived from many sources.
An alternative to a high carbon, high strength filler metals, in which the
carbon dilution from the base metal will result in a hard weld, subjecting the
weld to transverse cracking, is to use an austenitic or a specific nickel based
filler metal (ENiCrFe-2).
The austenitic or nickel filler metals greatly
reduces the weld transverse cracking potential. Also these filler metals greatly
reduce, slow down or trap the weld hydrogen that can diffuse from the weld into
the HAZ, this greatly reduces HAZ hydrogen cracking potential.
The
diffusion of hydrogen though austenitic and nickel filler metal welds and steel
can be approximately 80 - 110 times slower than through carbon steels and welds.
The use of the austenitic and nickel filler metals can greatly reduce cracking
however these filler metals can still absorb hydrogen so these electrodes should
be treated with the same respect and rules that apply to any low hydrogen filler
metals.
Note:
MIG welding. Use Ed's unique Stainless, Duplex MIG Gas Mix to reduce any types
of weld cracking. With any stainless flux cored wires use the argon CO2 mixes
recommended for carbon steel flux cored wires.
When to use a 308L, 309L or 316L TIG -MIG -FCAW - SMAW filler metal.
[]
308L and 308LSi is predominately used on austenitic stainless steels, such as
types 301, 302, 304, 305 and cast alloys CF-8 and CF-3.
[] For high
temperature applications such as in the power industry, higher carbon 308H electrodes
will provide superior
creep resistance than does 308L .
[] Use 309L and 309LSi when joining
309 or mild steels / low alloy steels to stainless steels. Use 309 when joining
dissimilar stainless steels such as 409 to itself or to 304L stainless. CG-12
is the cast equivalent of 309.
[]
Some 308L applications may be substituted with 309L filler metal, but 316L or
316 applications generally require molybdenum. Note, 309L contains no molybdenum.
[] 316L and 316LSi should be used with 316L and 316 base metals. CF-8M
and CF-3M are the cast equivalents of 316 and 316L, respectively.
[]
Type 347 stainless steel filler metal is used for 347 and 321 base materials because
it matches these stabilized grades. CF-8C is the cast equivalent of 347. Type
347 filler metal is also suitable most 308L filler metal applications.
Excellent
stainless gas shielded flux cored wires are available from Alloy Rods and
Kobleco.
Around the Globe Sanvik and Avesta set the standard
for MIG Stainless wires.
ELIMINATE
STAINLESS WELD POROSITY:
Weld
porosity, a cavity discontinuity that forms from a gas reaction. The porosity
can be trapped in the weld or at the weld surface. The porosity is typically round
in shape but can also be elongated. In contrast to argon oxygen mixes, Ed's MIG
Stainless. Duplex gas mix was developed for less oxide reaction, less porosity
potential.
The
world's best process for producing optimum stainless or duplex welds will
always be is TIP TIG.
ROBOTS AND MIG POROSITY. When you find the robot weld porosity
is always at the same location and the weld porosity is not at the weld starts
or ends, examine the robot movement and see if the robot arm is causing a restriction
of the gas flow line. Also it's common with robot cells to see a severe gas flow
restiction due to the narrow orrifice found in gas line connections. In a robot
cell its critical to measure gas flow as it exits the gun. If the porosity is
at the weld start or stop increase the gas pre flow and post flow times.
Weld
porosity, a cavity or discontinuity that forms in the
weld from a gas reaction
in molten metal. The weld porosity can be trapped in the weld or evident at the
weld surface. Weld porosity is typically round in shape, but can also be elongated.
Weld porosity is caused by the absorption of oxygen, nitrogen and hydrogen
into the molten weld pool. The gases are then released on solidification and may
become trapped in the weld metal.
Nitrogen
and oxygen absorption in the weld pool usually originates from inadequate or contaminated
gas shielding, leaks in the MIG gas line, excess gas flow rates, draughts and
plate contamination.
Hydrogen
can originate from a number of sources including moisture from the electrodes,moisture
on the parts, contaminates on the workpiece surface. (Use
dry pre-heat > 100F , oxy fuel > 250 F)
CLUSTER
WELD POROSITY. A localized group of pores with random distribution. Causes. Arc
blow, insufficient, inconsistent or excessive weld gas flow, material or weld
wire contamination, (low) weld parameters or poor technique.
PIPING,
WORM HOLE, WAGGON TRACKS POROSITY. Sometimes called "waggon tracks".
Typically found in the center of the weld, parallel to weld axis. Classic porosity
when moisture is evident in gas shielded flux cored wires, (the cheaper the product
the more prone to waggon tracks).
Increasing
the flux cored wire stick out and increasing the wire feed rate helps by adding
energy to the wire. Baking flux cored wires and storing the wires in a dry environment
also reduces potential. Slow weld speeds, make welds larger, avoid weaves. All
recommendations are intended to increase the weld arc energy and decrease the
weld cooling rate.
Worm holes are elongated gas pores producing a herring
bone appearance on a radiograph. Worm hole porosity is common in gas shielded
flux cored welds when the electrodes have too much moisture in the wire flux.
WELD ROOT POROSITY. Weld root porosity frequently occurs when MIG welding
using "argon oxygen" (oxidizing) mixes on parts >6 mm. With these
gas mixes the resulting root is typically narrow, finger shaped. The root finger
area solidifies rapidly trapping porosity. To reduce the stainless root weld porosity,
change to an argon 2 - 4 CO2 gas mix. Increase the weld parameters, slow the weld
speed and avoid weld weaves.
ALIGNED
WELD POROSITY. Linear porosity, an array of small round pores typically found
in a line. Often caused from the base metal lubricants or metal surface contaminate.
Add weld energy (increase wire feed), increase push angle allowing the arc to
break up surface oxides ahead of weld.
SCATTERED
WELD POROSITY. Weld porosity scattered randomly throughout the weld or welds.
If the MIG weld surface is gray and looks oxidized, the porosity is typically
a result of insufficient gas flow. If the weld surface looks clean with scattered
porosity the porosity is usually caused by the base metal part or electrode contamination,
or perhaps the weld data used causes the weld to freeze too rapidly.
LARGE PORE WELD POROSITY. If weld surface is clean and does not look oxidized,
the large pore MIG / FCAW porosity could be a result of excessive gas flow. Gas
turbulence is caused with gas flow greater than 40 cuft/hr. Optimum MIG and flux
cored gas flow for carbon steels is 25 to 35 cuft/hr, the gas flow should be measured
as it exits the gun nozzle. If the weld surface is dirty (oxidized) the cause
of larger pore porosity is ofen a result of insufficient gas flow, less than 20
cuft /hr.
Jan
2004. Sandvik Announces New Ultrahigh- Strength Stainless Steel "NANOFLEX":
Sandvik Materials Technology recently developed a new stainless steel called
Sandvik Nanoflex that features ultra high strength and good formability, corrosion
resistance, and surface finish. According to the company, the steel is well suited
for mechanical applications requiring lightweight, rigid designs such as medical
equipment and for replacement of hard-chromed, low-alloy steels in the automotive
industry.
Examples
of the strength properties of Sandvik Nanoflex are 1700 MPa tensile strength,
1500 MPa yield strength, 8% elongation, 45-58 HRC hardness, and a Charpy V impact
strength of a minimum of 27 J at -20°C. Exact strength values depend on the
product form and the manufacturing route.
Despite its high hardness,
the company claims it is easy to perform cold forming operations such as bending,
cutting, turning, and grinding. After reaching the desired shape, a simple low-temperature
heat treatment gives the material its high strength without distorting the workpiece.
This
material also displays good welding properties. It is available in tube, strip,
wire, and bar forms.
Stainless
Steel Filler Metal Selection
Stainless
Type
FILLER
METAL SELECTION
AWS A5-9. Use
first choice.
Confirm choice
with wire manufacturer
AUSTENITIC
CHROME NICKEL NONE MAGNETIC
Stainless
201 to austenitic 200-300 series use
201
used for low temp cryo applications to -320F
308 for 330 use 312
Stainless
202 to austenitic 200-300 series use
308
for 330 use 312
Stainless
201-202-301 303 to mild steel use
312
Stainless
210 - 202 -301 to mild steel.
Stainless type 201 requires special consideration
required to avoid hot cracking as ferrite extremely low
312
can reduce cracking as it provides much higher ferrite than 309.
Stainless
301 to austenitic 200-300 series
use
308
for 330 use 312
Stainless
302 to austenitic 200-300 series
use
308
for 330 use 312
Stainless
302 - 302b 304 to mild steel use
310
Stainless 302
- 302B -304 to mild steel use
310
Stainless
303 to austenitic 200-300 series
use
308
for 330 use 312
Stainless
303 to 310-314-330- use
312
Stainless
303 to mild steel use
312
Stainless
304 to austenitic 200-300 series
use
308
for 330 use 312
Stainless
305 308 to mild steel use
312
Stainless 305
to austenitic 200-300 series use
308
for 330 use 312
Stainless
305 - 308 to mild steel use
312
Stainless
308 to austenitic 200-300 series
use
308
for 330 use 312
Stainless
309 to 309 - 310 - 314 -316 -
317 use
309
Stainless 309
to 330 use
312
Stainless 309
to 347 use
308
- 347
Stainless
310 to 310-3140
310
Stainless 310
to 316 use
316
Stainless
310 to 317 use
317
Stainless 310
to 321 use
308
Stainless 310
to 330 use
312
Stainless 310
to 347 use
308
Stainles 310
to mild steel use
310
Stainless
314 to 314 use
310
Stainless 314
to 316 use
316
Stainless
314 to 317 use
317
Stainless 314
to 321
308
Stainless
314 to 330 use
312
Stainless
314 to 347 use
308
Stainless
314 to mild steel use
310
Stainless
316 to 316 - 317 use
316
Stainless
316 to 321 - 347 use
308
Stainless
316 to 330
312
- 309
Stainless
316L to mild steel use
309
Stainless
316LN a nitrogen addition to a low carbon stainless Incesase both corrosion resistance
and strength as compared to 316L
316L
or 317L
317L typical for corrosion
316L for toughness
(cryogenic type
applications
Stainless
317 to 317
317
Stainless
317 to 321
308
Stainless
317 to 330 use
312
Stainless
317 to 347 use
308L
Stainless
317 - 321 - 348 403 - 405 410 414 416 to mild steel use
Duplex
Ferritic Austenitic
SAF 2304
UNS 32304
DIN X2CrNiN 24-4
23 Cr - 4 Ni - N 0.1
Tensile 87 ksi - Yield 58 ksi
308
MoL
Duplex
Ferritic Austenitic
SAF 2205
UNS S31803
22 Cr - 5.5 Ni -Mo 3 - N
Tensile 990 ksi - Yield 65 ksi
Weld
Note: For MIG use argon with 2% CO2. When welding 2205 or 2304 to dissimilar butter
first with ER309MoL then weld with 308MoL
No concern for interpass temp, high
amps can be use
2209
Duplex
3RE60
18.5 Cr - 4.9 Ni - 2.7 Mo
weld
same as 2205
254
SMO alloy
Electrode
Avesta p12
Sanvik Sanicro 60 ENiCrMo3
Stainless
to carbon
309
or 312 which has higher ferrite reduces cracking
MARTENSITIC
STEELS 403 - 410 - 414 416- 420-
422 -431- 440
Preheat and interpass temp 500F 260C Post heat 1350F 732C>
Control cool 50F / hr to 1100F>
Control cool to 1100F 600C then air cool.
Treat the 500 series the same as the Martensitic series
Stainless
403 to 400 series use
410
ASTM 276
Stainless
403 to 501 use
502
Stainless
403 to 505 use
505
Stainless
405 to 505 use
505
Stainless
405 to 501 use
502
Stainless
405 to 430 use
430
- 309
Stainless
405 to 400 series use
410
Stainless
410 to carbon steel
309L
Stainless
410 - 414 WELD same as 405
Stainless
416 - 440 butter with 312 or 309 first
Stainless
416 to 505 -502-501 -446 - 440 -430 -420 use
Ferritic
magnetic avoid prolong heat in the range of 750F -1700F (400-925C
Feritic
preheat at 350F 176C To improve ductility
Ferritic
steels most frequent electrodes
309
- 310 - 312
Ferritic
steel if post heat required use Austenitic filler
Stainless steel and intergranular
corrosion, also called intercrystalline corrosion, occurs on or adjacent to the
grain boundaries of a metal. It is caused by microsegregation of impurities and
alloying elements on the grain boundaries.The driving force of intergranular corrosion
is the difference between the electrode potentials of the grain boundary and the
grain itself, which form a galvanic cell in presence of an electrolyte.
Intergranular
corrosion of stainless steels:
The
microstructure of metals consist of a granular composition. The grains formed
are small crystals. The crystal surfaces join the surfaces of other grains to
form grain boundaries. Grain boundaries separate the grains. With stainless, intergranular
corrosion, (intercrystalline corrosion), occurs on or adjacent to the grain boundaries
of a metal.
Some
causes of intergranular corrosion are welding, stress annealing, improper heat
treating or overheating in service. Inspectors have difficulty in detecting the
early stages of intergranular corrosion. This form of corrosion results in a loss
of strength in metal parts where the grains have fallen out.
Intergranular
corrosion is caused by microsegregation of impurities and alloying elements on
the grain boundaries. The driving force of intergranular corrosion is the difference
between the electrode potentials of the grain boundary and the grain itself, which
form a galvanic cell in presence of an electrolyte.
If the phases segregated
at the grain boundaries have lower value of electrode potential they will oxidize
(anodic reaction) and the grain metal having higher value of electrode potential
will provide cathodic reaction (reduction). Dissolution of anodic grain boundaries
starts from the surface and advances along the grains interfaces. The process
results in deterioration of the bonding between the grains and drop of mechanical
properties. If the precipitates at the grain boundaries have higher electrode
potential the grains will dissolve (anodic reaction). In this case the grain boundaries
will not be attacked.
A
summary of Stainless Steel Welds and Sensitization.
Metallurgist could write
a book on this subject. I will try to keep it short and I hope its easy to understand.
[]
With a stainless welds on specific alloys, sensitization occurs in the weld's
heat affected zone (HAZ) when
this zone is between approx. 900 and 1600F.
[] Sensitization occurs when
the carbon content is sufficient to produce precipitation of chromium rich carbides
along the HAZ grain boundaries.
[]
The formation the chromium carbides results in a chrome depleted area around the
grain boundaries. This location will be in the weld's HAZ at the furthest point
from the weld.
[] If the weld's HAZ depleted chromium carbide area is
subject to a corrosive medium the grains can rapidly corrode and cause separation
from the weld.
[]
A 304L metal will contain a maximum of 0.03% carbon. In contrast a 304 base metal
can contain twice the carbon level of the 304L.
[] Welding and subjecting
a 304 base to 900F to 1600F will cause sensitization in HAZ.
Solution to Stainless Steel Sensitization.
[1] Use TIP TIG as no other process can provide the metallurgical and corrosion controls that TIP TIG can provide to control a weld or HAZ.
[2]
Use a low carbon ( L grade) stainless. The typical 0.03 max carbon content is
not sufficient for carbide precipitation.
[3] Consider a stabilized stainless
steel such as 347 or 321. These steels are stabilized against chrome depletion
with alloy elements that have a greter affinity to form carbides.
[4]
Type 347 which is similar to 304 has niobium (columbium) for carbide formation.
Let the niobium do its job and the chrome has no carbides to attach to, thus we
prevent carbide precipitation.
[5] Type 321 is also similar to 304. Type
321 contains titanium and the titanium does the same job as the niobium. Keep
in mind both the 321 and 347 are typically much more costly than the 304L.
[6] What about those common multi-pass "316 or 308 welds"? Of course
the multi-pass welds are subject to the 900F to 1600F, however the weld metal
in contrast to the stainless base metal will contain a small amount of ferrite
in the austenitic structure. Chrome diffuses in ferrite approx. 100 times faster
than it will in the austenite. The ferrite has more chrome than the austenitic
matrix. The ferrite area will be rich in chrome so this area can supply an area
subject to sensitization.
Avesta:
A typical Pulp and Paper Mill Layout
Typical
Pulp and Paper Mill Weld Consumables from Avesta
AVESTA
308L/MVR
Avesta 308L is excellent
for the welding of evaporators,
storage tanks, etc. made from 304L (EN 1.4307,
Outokumpu
4307), a general purpose steel.
AVESTA
316L/SKR For welding 316L (EN 1.4404/1.4436, Outokumpu 4404/4436), a well-proven
austenitic grade that is used extensively in the pulp and paper industry.
AVESTA
P12 Avesta P12 was specially designed for welding fully austenitic 6 Mo
steels, e.g. Outokumpu 254 SMO (EN 1.4547). Owing to their good resistance to
corrosion (stress, pitting and crevice), these steels are used in, amongst other
things, filter washers and wash presses in modern ECF bleaching plants.
AVESTA
P54 Avesta P54 is an iron-based filler metal that was specially developed
for welding fully austenitic 6 and 7 Mo steels (e.g. Outokumpu 254 SMO) in applications
where conventional nickel-based alloys are vulnerable to transpassive corrosion.
D stage filters in the ClO2 bleaching of pulp are just one example.
AVESTA
P5 A molybdenum-alloyed filer of the 309MoL type, commonly used in the
pulp and paper industry for dissimilar welding.
Stainless
and Nitrogen Purge Gas Question. Ed
as you are aware Nitrogen is a lot cheaper than argon when utilized as a purge
gas for stainless. My question, When MIG welding stainless tanks edge or corner
welds, tube or pipe open root welds, can nitrogen react with the stainless and
have a negative impact?
Answer: Nitrogen has a diatomic, "two atoms"
per molecule. Nitrogen in the diatomic form is usually insoluble in molten stainless.
However if the nitrogen gets into the weld arc, the plasma arc energy can seperate
the diatomic molecules and create monatomic molecules.
The monatomic
molecules are soluble in the weld. The nitrogen, monatomic (seperated molecules)
become an alloying element and can reduce the ferrite in a stainless weld. A reduction
in ferrite in some alloys can cause the weld to be more austenitic and sensitive
to hot cracking. If nitrogen enters a weld or the welding arc, it can have a negative
and sometimes a positive influence. Thats the reason one of my gas mixes for duplex
has the addition of nitrogen, and the other gas mix does not.
There
are stainless alloys which do not need ferrite like 320 / 310. With these alloys
nitrogen has no negative impact on these alloys. Also if the stainless alloys
have high ferrite levels they typically can afford to loose a little of the ferrite
to the nitrogen.
With closed root, austenitic stainless welds, as found
in tanks, corner, edge welds, or thin gage, partial penetration tube welds, nitrogen
is the logical, economical, purge gas choice for all austenitic, duplex, martensitic
and precipitation hardening stainless steel applications. The only concern would
be a few specific, ferritic alloys in which nitrogen could cause severe weld mechanical
issues.
With
an open root "MIG stainless weld" the nitrogen purge gas has
little opportunity to get into the weld arc as the gas flow rate / pressure of
the welding gas should be higher than that of the purging gas . However nitrogen
could still be picked up by the weld. .
With duplex stainless there should be no concerns for open root nitrogen issues.
The majority of the common, open root stainless alloys will not be adversely affected
by nitrogen purge gas. However in the world of product liability, here is the
welding bottom line. If your weld job is large enough to produce a substantial
cost reduction from using nitrogen gas, then it's logical to "pre qualify
the nitrogen purge welds" and have the weld chemistry, ferrite and mechanicals
tested.
WELDING TANKS, VESSEL PLATES, THE BEST WAY TO
REDUCE PURGE GAS COST IS TO USE THE TWO PASS TIP TIG.
TIP TIG TWO SIDED OPEN ROOT WELDS ON DUPLEX. SEE WHY THE WORLD'S LARGEST BUILDER OF BREWERIES PURCHASED 17TIP TIG UNITS. INFO AT HOME PAGE.
Failed
Stainless Pipe Weld Tests.
Question:
Ed we weld austenitic stainless and carbon steel pipes. For cost reduction, in
our stainless weld tests we only utilize "carbon steel pipes" and 309L
SMAW or flux cored, electrodes. We frequently have root cracking issues, or during
the bend test the weld sample breaks. What is strange is that we visually examine
all the roots and we wont let them be mechanically tested unless the welds look
OK. Why the inconsistency? why do some tests welds pass and other good looking
welds fail?
Ed's
Answer: The bottom line the 309L electrode is designed to weld "carbon steel
to stainless" this electrode was not designed to weld carbon steel to carbon
steel thats why we have carbon steel electrodes.
Use the 309L electrode
on two carbon steel pipes and weld dilution becomes a concern in the weld root
area. If the weld parameters and edge prep is such that the resulting weld dilution
is minimal, the resulting 309L weld should be austenite with a little ferrite.
It's the austenite / ferrite combination that provides weld ductility.
If
while welding the carbon steel pipe root, the welder uses higher current, slower
weld speeds or a wider weld weave, the 309L weld can end up with more weld dilution
with the carbon steels, reducing the weld ferrite level and making the weld more
austenitic. A reduction or loss of ferrite can make the weld subject to "hot
centerline cracking" (hot cracking, the weld cracks during the weld or soon
after).
A hot weld crack surface in a bend test can be identified by a blue or gray color.
Even if the root pass does not crack the high austenite composition can turn to
martensite when cooling. The brittle martensite can readily fracture during the
bend test. (a silver color or bright fracture surface).
The
bottom line if you look at the costs involved in the stainless to carbon steel
pipe weld test, it makes little sense to use two carbon steel pipes. Ensure for
your weld test that one of the test pipes is at least stainless.
FAILED 308L FLUX CORED WELDS SUBJECT TO HIGH TEMP:
Apart from trapped slag and extensive weld porosity gas
shielded stainless flux cored welds now have another Achilles Heel: As
pointed out by Kotecki in the QA section, March Weld Journal, it would appear
that there is a problem with the use of specific stainless flux cored wires on
pressure vessel applications subject to high temperatures or post heat treatment.
In the stainless application reviewed, the weld shop applied a stress relief of
1475F for 12 hours to a 304L pressure vessel welded with gas shielded 308L flux
cored wires. After the heat treatment many cracks were found in the 308L flux
cored welds. These welds had no cracks before the post heat treat.
It
would appear the sflux cored wire manufactures add specific alloys and compounds
for easy slag removal. One compound contains bismuth.
The
bottom line for the 308L gas shielded flux cored weld cracking issues or part
/ weld premature creep failures at elevated temperatures is the stainless gas
shielded flux cored wires utilized contain a compound containing "bismuth"
This compound assists in easy slag removal. It's been reported that with levels
of bismuth at 200 ppm. (200 ppm is a typical bismuth level) weld cracks have occurred
at a reheat temp of 1050F.
Note from Ed: When you use the TIP TIG proces you produce better weld quality then TIG with "MIG wires" and there will be no conerns for the alloys or compounds that are required for slag.
What
should you do if your stainless pressure vessel is to be used in a high temp application
or the vessel requires post heat treat.
[]
POST HEAT TREAT: To avoid major issues on an application subject to high temp
post heat treat, its logical that a weld qualification procedure should encompass
the required post heat treatment. This way you can check the welds in the real
world welded condition.
[] CONTROL THE BISMUTH LEVELS: For high temp
applications gas shielded stainless flux cored wires are available with bismuth
levels < 20 ppm. These products are supposed not to exhibit reheat cracks or
premature creep failure. Talk to your weld wire supplier about your concerns for
the high temp.
[] REPUTABLE WIRE MANUFACTURERS: Don't purchase weld
consumables that fell of the back of a truck on their way from China. Deal with
reputable flux cored wire companies like Sanvik, Avesta and ESAB.
[]
PROCESS ALTERNATIVES. Consider TIP TIG, MIG or SAW.
Its important to note, that
the majority of stainless are put into service at tempertures below < 500F
and these applications have not been subject to the issues discussed. However
there are also 300 series that undergo annealing and stress relief or are subject
to high temp > 900F applications in the power industry.
Microfissures
and 310 stainless.
Question.
Ed when welding 310 stainless we a longitudinal bend test evaluation of weld samples
we often end up with small linear shaped porosity which so far has gone unexplained.
We weld a lot of stainless in this shop and so we are aware of cleanliness requirements
and the use of good weld consumables , however the 310 pores are something we
can't seem to shake. Most of the pores are less than 2 mm in length, and so they
are acceptable however our designer has expressed concern that we may not be using
the best weld consumables. Any ideas Regards Paul.
Answer: First 310 stainless
and a few other grades are completely austenitic containing no ferrite. It's common
with 310 - 330 multi-pass welds to find microfissures (not porosity) forming at
the interface between the welds. It's also common to find these microfissures
with longitudinal face or root bend tests. The microfissures don't occur with
austenitic grades like 308L that contain ferrite. Reports from the WRC state that
the small microfissures typically will not influence fatique, creep and corrosion
properties, and as the 310 is very tough the microfissures typically don't propogate,
however they can initiate pitting corrosion or reduce the critical pitting temperture.
You can reduce the amount of microfissures by using filler metals with extra low
sulfur and phosphororus, use stringer passes, maximum size similar to 6 mm fillet
and ensure you use a max interpass temp of 250F.
Stainless
Weld Data.
When
MIG Welding stainless Steel you can use the optimum MIG wire feed data recommended
at this site for carbon steels. The only change that will be required is weld
voltage. As stainless will use a low reactive gas mix, less weld volts will typically
be required. In contrast to MIG on carbon steels, when MIG stainless welds are
made, typically 2 - 3 lower volts are required. Keep stainless clean, only use
stainless wire brushes.
Stainless
steel has a very thin and stable oxide film rich in chrome. This film
reforms rapidly by reaction with the atmosphere if upset or damaged. If stainless
steel is not adequately protected from the atmosphere during welding or is subject
to very heavy grinding operations, a very thick oxide layer will form. The thick
oxide layer will be noted by it's blue tint. This oxide will have a chrome-depleted
layer under it and this layer can impair corrosion resistance. With stainless weld applications, both the oxide film and depleted
layer must be removed, either mechanically (grinding with a fine grit is recommended,
wire brushing and shot blasting will have less effect), or chemically (acid pickle
with a mixture of nitric and hydrofluoric acid). Once cleaned, the surface can
be chemically passivated to enhance corrosion resistance, (passivation reduces
the anodic reaction involved in the corrosion process). Carbon
steel tools such as drilss, wire brushes or steel grinding wheels can contaminate
the stainless surface. Also sparks from grinding carbon steel can embed fragments
into the surface of the stainless steel. The carbon contamination or grinding
fragments can rust if moistened.
STAINLESS
STEEL & CARBON PICKUP.
With
fixtures avoid carbon steels in close proximity to stainless welds, as carbon
pick up possible, the weld area will rust. There are many ways to introduce carbon
to stainless welds.
For stainless vert up welds on parts 3 to 6 mm, consider
pulsed,
For stainless all position welds on parts > 6 mm, first logical
choice will be always be stainless gas shielded flux cored wires.
Minimize
the drive roll tension applied to stainless flux cored wires. For stainless
flux cored weld data, use the carbon steel flux cored wire data found in my flux
cored book. For stainless flux cored use an argon mix with 15 - 25 CO2.
Use
weld data to avoid Carbide Precipitation. (CP)
If
any part of stainless-steel is heated in the range 900-1400°F (482-760°C)
for any reasonable time there is a risk that the chrome will form chrome carbides
Cr23C6 with any carbon present in the steel along the austenite grains. Thi results
in depletion of chromium from the austenitic grains resulting in decreasing the
corrosion protective passive film. This effect is called sensitization. It is
also called weld decay since it usually happens during welding process when the
zone around the weld is heated. For stainless corrosive environments control of
CP is critical. CP typically occurs within 3 mm of either side of a weld HAZ
A chrome depleted area may not resist the corrosive environment. To
combat CP use (L) low carbon base and filler metals. Ensure the C02 gas composition
has less than 5 % CO2.
STAINLESS AND STABILIZED ELECTRODES:
You
can combat CP with stabilized fillers which provide alloys that grab the carbon
before it can affect the chrome. Alloys like E347 which work at reducing chrome
depletion.
Stabilized fillers are typically used in high strength high
temp service. However if base metal is not an L grade CP will occur.
Rapid cooling of stainless through the 800 - 1600F range reduces Carbide Precipitation.
TIG
welding and the influence of "sulfur" in austenitic stainless applications.
When the parts to be welded have normal
sulfur content (greater than 0.005%) an interesting event can occur. With increasing
weld temperature the surface tension of the weld pool also increases. The result
is the hottest part of the fluid weld surface is attracted to the middle of the
weld pool causing deep narrow weld penetration.
With lower sulfur in
the weld, the weld surface tension is less. The resulting weld is wider with less
fusion. When two parts welded together have different levels of sulfur tension
the weld may pull towards the lower tension, lower sulfur part, resulting in inconsistent
weld fusion or penetration favoring one side of the weld joint. This occurrence
is especially notable when automated TIG welding Dissimilar parts such as cast
parts to sheet or pipe.
The following weld solutions may assist the
sulfur issues. [1] Pulse the application. [2] Use a weave. [3] Weld
twice. [4] Use heat sink back up bars in close proximity to weld.
Stainless Weld Cracks:
MIG
OR TIG WELDING THAT STAINLESS ROOT... To ensure
good corrosion resistance of the stainless weld root, the root must be protected
from the atmosphere by an inert gas shield during welding and subsequent cooling.
The gas shield should be contained around the root of the weld by a suitable dam,
which must permit a continuous gas flow through the area.
Welding should
not commence until sufficient time has elapsed to allow the volume of purging
gas flowing through the dam to equal at least the 6 times the volume contained
in the dam.
Once purging is complete, the purge flow rate should be reduced
so that it only exerts a small positive pressure, sufficient to exclude air. If
good corrosion resistance of the root is required, the oxygen level in the dam
should not exceed 0.1% (1000 ppm); for extreme corrosion resistance this should
be reduced to 0.015% (150 ppm). Backing gasses used for purging are typically
argon or helium; nitrogen is often used as an economic alternative where corrosion
resistance is not critical, nitrogen + 10% helium is a good mix.
A wide
variety of proprietary pastes and backing materials are available than can be
use to protect the stainless root instead of a gas shield. In some applications
where corrosion and oxide coking of the weld root is not important, such as large
stainless steel ducting, no gas backing is used.
General
Stainless (P-8) 300 Series Pipe Weld Procedure Data.
Max interpass Temp 350F
Process
Filler
Diameter
Metal
Polarity
Amps
Wire
Feed
Volts
GTAW
3/32 Tungst
1/16
- 1.6mm
300 series
Stainless
DC Straight
95-145
N/A
14
SMAW
EXXX-15-16
1/8
3.2mm
300 series
Stainless
DC
Reverse
95-145
N/A
20-24
SMAW
EXXX-15-16
5/32
4mm
300 series
Stainless
DC
Reverse
125-175
N/A
21-25
FCAW
EXXX-T1
argon with 25 CO2
045
300
series
Stainless
DC
Reverse
130-180
(140)
230/280
22-25
TIP TIG PROVIDES THE GREATEST PIPE WELD
QUALITY AT PULSED MIG WIRE RATES
This
data is from Sanvik: Materials used in oil and gas extraction are affected to
several different types of corrosion, often caused by seawater and spray. The
types of corrosion, which can occur on stainless steels in marine environment,
are pitting and crevice corrosion, and for standard austenitic grades also stress
corrosion cracking (SCC), if the material temperature is above 60°C (140°F).
These are all localised attacks – general corrosion need not be considered
for stainless steels in seawater. High temperatures, high chloride contents and
low pH values increase the risk of localised attacks in any chloride-containing
environment. Of these, temperature is usually the most influential factor.
However, there is a fourth important consideration: the electro-chemical
corrosion potential of the environment. In seawater, this potential is affected
by biological activities on the steel surface. Since seawater is, in a sense,
a living corrosive environment, it is sometimes difficult to define exactly what
the service conditions will be. At normal seawater temperatures, a biofilm will
form on the steel surface and result in a corrosion potential of +300 to +500
mV/SCE.
At
temperatures above ~40°C (100°F) the biological activity will cease and
the corrosion potential will drop. The use of continuous chlorination, to stop
marine growth, may increase the corrosion potential to values as high as +600
to +800 mV/SCE. This, however, can be avoided through the use of intermittent
rather than continuous chlorination.
Benefits
over Cu and CuNi-based alloys Stainless
steels are very resistant to erosion corrosion compared with Cu and CuNi-based
alloys, which are very sensitive to this form of attack. Water in harbours, around
offshore platforms, and near chemical plant sites is often contaminated e.g. with
ammonia (NH 3 ) and sulphides (S 2- ). These compounds, even in very small quantities,
cause localised attacks on copper-base alloys, while stainless steels are not
affected at the impurity levels involved.
Sour
corrosion: Wet and sour service: The corrosivity of an oil and gas
well is increased by the presence of chlorides in water solutions, carbon dioxide,
and hydrogen sulphide.
The
environment is considered sweet as long as no hydrogen sulphide is present. Carbon
dioxide alone can however cause high corrosion rates on carbon steel, since it
is acidifying the solution. This is further accelerated if chlorides are present.
Sour
environments are defined when the partial pressure of hydrogen sulphide is above
0.05 psi. At higher partial pressures, the corrosion rate on carbon steel is substantially
increased by means of making the water phase more acidic and by forming iron sulphide
scale. Sulphide Stress Cracking (SSC) is common in high strength steels containing
martensite. It can also occur in ferritic steels.
Stainless
steels are different. Sandvik Sanicro 28, Sanicro 29, SAF 2205 and SAF 2507 grades
are completely resistant to corrosion in wells rich in carbon dioxide with a high
amount of chlorides in the water phase. If hydrogen sulphide is present, there
is still no general corrosion, but the risk of localised corrosion increases,
especially with regard to SSC.
The
NACE TM-0177 test. Experiments have been carried out at room temperature in
accordance with the NACE TM-0177 test (5% sodium chloride, 0.5% acetic acid, saturated
with hydrogen sulphide).
The
threshold stress for cold-worked Sandvik SAF 2205/22Cr is about 90% of the yield
strength, which is very good when compared to results for high strength, ferritic
stainless steels.
Sandvik
Sanicro 28, in the cold-worked condition, results in no failures up to very high
stress levels. The high alloy duplex stainless steel Sandvik SAF 2507 is also
resistant to cracking in the solution-annealed condition.
In
general terms, this test shows that Sandvik Sanicro 28 has a higher resistance
to sulphide stress cracking compared to SAF 2205/22Cr, which is much more resistant
than 13Cr. Sandvik Sanicro 29 has an ever higher resistance to localised corrosion
and sulphide stress cracking than Sandvik Sanicro 28.
It
should be remembered that the chemistry of the “NACE solution” is not
representative of the conditions in most sour oil and gas wells. This is especially
true for acidity, where the pH value is lower in the NACE test. Results from the
NACE TM-0177 test, therefore, should not be used for determining the suitability
of different grades, but more as a ranking test. Other tests, more representative
of actual service conditions, must be used to determine the suitability of different
grades. Practical experience of specific grades is, of course, extremely useful.
WHEN YOU READ THE FOLLOWING ARTICLE, PLEASE NOTE THAT TIP TIG CAN BE A
GREAT WELD SOLUTION FOR WELDING LOW SULFUR 316L STAINLESS:
An important article From The Tube & Pipe Journal Posted in The Fabricator.com Specifying the sulfur content of 316L stainless steel for orbital welding.
TIG weldability versus surface finish
Written bBy Barbara K. Henon, Ph.D., Contributing Writer
March 27, 2003
The widespread use of autogenous (fusion) orbital gas tungsten arc welding (GTAW) in the high-purity semiconductor and biopharmaceutical industries, combined with modern steel refining technology, has made it both desirable and practical to supply type 316L stainless steel with a restricted range of elemental sulfur. Both the American Society of Mechanical Engineers (ASME) Bioprocessing Equipment Standard (BPE-2002), which specifies materials for use in bioprocessing equipment, and Semiconductor Equipment and Materials International (SEMI), the standards-writing group for the semiconductor industry, have chosen to specify type 316L stainless steel with restricted ranges for sulfur. The general American Iron and Steel Institute (AISI) type 316L specification (UNS S31603) defines only the maximum sulfur content
[0.030 weight percent (the percentage measured by weight)].
For these lathe welds on 316L tubing, the electrode is centered on the weld joint. The weld on the left is 0.008 percent to 0.008 percent sulfur with a symmetrical weld puddle. The weld on the right is 0.002 percent sulfur (top) to 0.014 percent sulfur. The weld pool is shifted toward the low-sulfur heat, resulting in an asymmetrical weld bead.
The new limitations have improved both the weldability and the surface finish of the material. However, the ranges for optimal weldability and optimal surface finish do not completely overlap.
Successful orbital welds on semiconductor process gas lines and pharmaceutical piping systems number in the millions. The repeatability of the orbital GTAW process is accomplished by accurate, reliable power supplies capable of executing the same parameters weld after weld and by the use of standard operating procedures (SOPs) to make certain that welding personnel follow the prescribed steps for all the welds in a system.
A good weld bead profile, neither concave nor convex, with full penetration to the ID of the weld joint is an essential requirement for high-purity applications.
Figure 1.
All of the elements in 316L, either alone or in combination, have some effect on the melting characteristics and thus weldability.
The Effects of Sulfur on Weld Pool Shape.
Heat-to-heat variations in metal composition can result in significant differences in weldability and thus prevent orbital welding from being a completely repeatable process. All of the elements in 316L (see Figure 1), either alone or in combination, have some effect on the melting characteristics and thus weldability. However, of the surface-active elements, such as oxygen and selenium, sulfur has by far the greatest effect.
Sulfur, or lack of it, produces essentially two different weld pool configurations that require different approaches to welding. Heiple and Roper1 proposed that surface-active elements affect weld pool shape by altering the surface tension. At about 0.008 percent sulfur or greater, the temperature coefficient of surface tension is positive. The heated area under the arc has the highest surface tension, and the surface tension gradient causes the fluid in the weld pool to flow from the regions of lower surface tension at the edges of the pool toward the center. This directs the heat of the arc downward, increasing penetration. The resulting weld is narrow with respect to the depth of penetration. This condition is favorable for welding (see Figure 2).
Figure 2
On the left is a diagram of a weld pool configuration for mid- to high-range sulfur concentrations with a positive temperature coefficient of surface tension. On the right is a weld pool configuration for low-sulfur heats with a negative temperature coefficient of surface tension.
When the sulfur content is less than about 0.007 weight percent, depending on the levels of other elements, the temperature coefficient of surface tension becomes negative. In this case, the areas of greatest surface tension are the cooler outer edges of the weld pool; the fluid flow in the weld pool is then from the center under the arc outward, with less heat contributing to penetration.
This creates a weld bead with a high width-to-depth ratio. The weld may become concave on the OD before adequate penetration is achieved. This condition is less favorable for welding.
Problems may occur during welding of low-sulfur materials to those with higher sulfur content. In this case, the weld pool may favor the lower-sulfur side, causing the root to shift away from the weld joint and leaving the joint unpenetrated (see introductory photos). One contractor estimated that weldability problems traced to sulfur mismatch when welding fittings to tubing of dissimilar heats cost $180,000 in lost time and materials.
Orbital Welding Procedures
Because of the differences in weld pool characteristics, somewhat different welding procedures are required to weld very low-sulfur materials (0.001 to 0.005 weight percent) than those with a moderate amount of sulfur (0.005 to 0.017 weight percent). Autogenous orbital welding of low-sulfur materials can be managed more easily in a clean room or shop in which the materials are similar and the tubing and other components are small in diameter with thin walls.
Figure 3 Insert rings cut from tubing that contains moderate amounts of sulfur can be used to correct an unfavorable weld bead profile and give good penetration on low-sulfur material. The rings are tack-welded manually in place before welding with autogenous orbital welding equipment.
The flow rate and exit orifice for the ID purge can be adjusted so that a sufficient amount of purge pressure can be applied to the molten puddle during welding to prevent concavity and achieve a flat ID and OD surface. A pressure gauge is inserted at the weld joint before welding, the exit orifice (or flow rate) is adjusted accordingly, and the gauge is removed before the weld head is installed and the arc started.
As the wall thickness increases, materials with the low-sulfur bead shape become more difficult to weld as gravity comes into effect and concavity is more difficult to manage. Insert rings cut from tubes that contain moderate amounts of sulfur can be used to correct an unfavorable weld bead profile and give good penetration on low-sulfur material. The rings are tack-welded in place manually before welding with autogenous orbital welding equipment (see Figure 3).
However, this procedure is time- consuming, and changing a weld procedure from an autogenous weld to the use of an insert ring requires requalifying of the procedure.
For optimal weld quality, the sulfur contents of materials to be welded together should be as close as is feasible, and test welds should be performed when lots or heats of materials are changed.
ASME BPE Standard
To reduce the occurrence of sulfur mismatch, and to avoid the very lowest sulfur levels that are the most difficult to weld, the ASME BPE-2002 Standard limits the sulfur concentration in 316L fittings to be orbitally welded, as well as weld ends for all components covered by the standard, to 0.005 to 0.017 weight percent.
ASTM International, in cooperation with ASME, modified its A270 tubing specification to include a supplement for pharmaceutical-grade tubing with the same chemistry as the BPE standard (see Figure 1).
Surface Finish
The sulfur limitations of the BPE standard that were intended to improve weldability also make it easier to achieve an acceptable surface finish on valves and other components.
Sulfur in the base metal combines with manganese to form manganese sulfide inclusions, which appear as "stringers" when the steel is rolled out. When metal at the high end of the AISI sulfur range (0.025 to 0.030 weight percent) is machined across the grain and then electropolished, those inclusions leave a large number of micron-size pits that provide initiation sites for pitting corrosion. Such parts can't meet BPE surface finish specifications, and end users can't clean them.
Decreasing the sulfur content to the upper end of the BPE standard for 316L (0.017 weight percent) greatly reduces the number of pits that appear after abrasive flow machining followed by electropolishing. When the 0.005-weight-percent sulfur material at the lower limit of the BPE range, which has far fewer inclusions, is similarly processed, it has almost no pits.
Valve manufacturers typically prefer to use 316 materials at the upper end of the AISI sulfur range specification (0.025 to 0.030 weight percent) because the sulfide stringers aid in machinability. The lower-sulfur, lower-inclusion materials can be machined using the newer carbide tool bits, but the machining takes longer to complete. However, the shorter time required for polishing and the lower reject rate of parts with the lower inclusion levels present in BPE material usually compensate for time lost in machining.
SEMI Standards
The SEMI standards include several different standards that specify 316L stainless steel. These standards now are being consolidated, and SEMI recently decided to replace several of the standards with one standard having a single sulfur range. If approved, the new standard will specify a sulfur range of 0.003 to 0.010 weight percent for high-purity, ultrahigh-purity, and general-purpose applications.
The lowest end of the sulfur range that provides the best surface finish will be eliminated in the interest of weldability. The upper end of the new range still is low enough to produce components with an excellent surface finish. Not surprising, the weld beads on lower-sulfur materials are smoother.
Because of the multiple effects of sulfur on the properties of type 316L, any chosen sulfur concentration will, of necessity, be a compromise. But the sulfur ranges selected by the ASME BPE and SEMI standards should provide for successful orbital welding while achieving acceptable surface finish and corrosion resistance for their respective industries.
TIP TIG Ed's Reply.
A good portion of this article is about autogeneous orbital type welds. If you manually TIG or use the hot / cold wire automated TIG on low sulfur stainless you may be interested in the following.
TIP TIG Europe did some work with a customer on TIG welding low sulphur pipe welds. The issues they had were the similar to those described in this article. Those of you who have experienced the inconsistent nature of the low sulfur stainless welds take note. When the TIP TIG weld process is completely automated or we use it manually, the good news is we have had no problem welding the low sulfur material. There is no need for a flux to improve surface tension as the TIP TIG puddle agitation provides a wide area of positive surface tension. With TIP TIG we see no weld issues in pipe root, fill and cap passes with low sulfur stainless steels.








 For low or high temp, corrosive or any critical applications always confirm electrode
choice with wire manufacturer.
For low or high temp, corrosive or any critical applications always confirm electrode
choice with wire manufacturer.
 From
Avesta: Stainless smut is a common
problem that results after pickling. Smut is an undesired discoloration that deposits
on stainless steel surfaces after pickling, it appears as a dark sticky film.
Its difficult to pinpoint why the smut has formed. There are a large number of
possible causes and factors. The most frequent of these are:
From
Avesta: Stainless smut is a common
problem that results after pickling. Smut is an undesired discoloration that deposits
on stainless steel surfaces after pickling, it appears as a dark sticky film.
Its difficult to pinpoint why the smut has formed. There are a large number of
possible causes and factors. The most frequent of these are: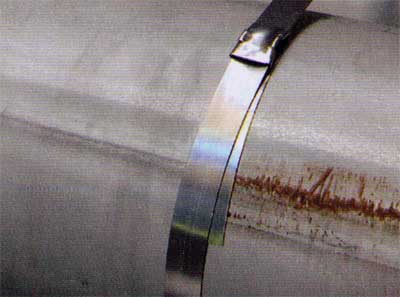 If
you work in a weld shop that welds stainless, you may have seen rust form on those
stainless parts. To get corrosion to form on stainless does not take much. Lift
the stainless parts with a fork lift, strap the parts with a steel band, clean
the parts with a steel brush or steel wool or grind steel parts near the stainless
parts and a few days later that familiar rust will appear.
If
you work in a weld shop that welds stainless, you may have seen rust form on those
stainless parts. To get corrosion to form on stainless does not take much. Lift
the stainless parts with a fork lift, strap the parts with a steel band, clean
the parts with a steel brush or steel wool or grind steel parts near the stainless
parts and a few days later that familiar rust will appear. Abrasive
movement of any carbon steel against a stainless part, such as from steel rolls
on conveyors, fork lifts or crane steel handling clamps will also contaminate
the stainless. A common method of none abrasive carbon steel contact can come
from manual or robot welding stainless in a carbon steel fixture. If the carbon
steel fixture components are are in close proximity to the stainless welds, this
can lead to carbon pickup in the stainless that will in a short period result
in the formation of corrosion.
Abrasive
movement of any carbon steel against a stainless part, such as from steel rolls
on conveyors, fork lifts or crane steel handling clamps will also contaminate
the stainless. A common method of none abrasive carbon steel contact can come
from manual or robot welding stainless in a carbon steel fixture. If the carbon
steel fixture components are are in close proximity to the stainless welds, this
can lead to carbon pickup in the stainless that will in a short period result
in the formation of corrosion. 


 []
Austenitic stainless steels are prone to hot cracking and so
attention is required to cleaning before welding and welding using low to medium
weld parameters. Concern for formation of chromium carbide at grain interface
especially if the carbon content is higher then 0.04%. No preheat is usually required.
[]
Austenitic stainless steels are prone to hot cracking and so
attention is required to cleaning before welding and welding using low to medium
weld parameters. Concern for formation of chromium carbide at grain interface
especially if the carbon content is higher then 0.04%. No preheat is usually required.

 Weld
porosity, a cavity or discontinuity that forms in the
Weld
porosity, a cavity or discontinuity that forms in the  CLUSTER
WELD POROSITY. A localized group of pores with random distribution. Causes. Arc
blow, insufficient, inconsistent or excessive weld gas flow, material or weld
wire contamination, (low) weld parameters or poor technique.
CLUSTER
WELD POROSITY. A localized group of pores with random distribution. Causes. Arc
blow, insufficient, inconsistent or excessive weld gas flow, material or weld
wire contamination, (low) weld parameters or poor technique. 
 when
this zone is between approx. 900 and 1600F.
when
this zone is between approx. 900 and 1600F.
 With
an open root "MIG stainless weld" the nitrogen purge gas has
little opportunity to get into the weld arc as the gas flow rate / pressure of
the welding gas should be higher than that of the purging gas . However nitrogen
could still be picked up by the weld. .
With
an open root "MIG stainless weld" the nitrogen purge gas has
little opportunity to get into the weld arc as the gas flow rate / pressure of
the welding gas should be higher than that of the purging gas . However nitrogen
could still be picked up by the weld. . 
 Apart from trapped slag and extensive weld porosity gas
shielded stainless flux cored welds now have another Achilles Heel: As
pointed out by Kotecki in the QA section, March Weld Journal, it would appear
that there is a problem with the use of specific stainless flux cored wires on
pressure vessel applications subject to high temperatures or post heat treatment.
In the stainless application reviewed, the weld shop applied a stress relief of
1475F for 12 hours to a 304L pressure vessel welded with gas shielded 308L flux
cored wires. After the heat treatment many cracks were found in the 308L flux
cored welds. These welds had no cracks before the post heat treat.
Apart from trapped slag and extensive weld porosity gas
shielded stainless flux cored welds now have another Achilles Heel: As
pointed out by Kotecki in the QA section, March Weld Journal, it would appear
that there is a problem with the use of specific stainless flux cored wires on
pressure vessel applications subject to high temperatures or post heat treatment.
In the stainless application reviewed, the weld shop applied a stress relief of
1475F for 12 hours to a 304L pressure vessel welded with gas shielded 308L flux
cored wires. After the heat treatment many cracks were found in the 308L flux
cored welds. These welds had no cracks before the post heat treat. 
 With
fixtures avoid carbon steels in close proximity to stainless welds, as carbon
pick up possible, the weld area will rust. There are many ways to introduce carbon
to stainless welds.
With
fixtures avoid carbon steels in close proximity to stainless welds, as carbon
pick up possible, the weld area will rust. There are many ways to introduce carbon
to stainless welds. Use
weld data to avoid Carbide Precipitation. (CP)
Use
weld data to avoid Carbide Precipitation. (CP) You
can combat CP with stabilized fillers which provide alloys that grab the carbon
before it can affect the chrome. Alloys like E347 which work at reducing chrome
depletion.
You
can combat CP with stabilized fillers which provide alloys that grab the carbon
before it can affect the chrome. Alloys like E347 which work at reducing chrome
depletion. 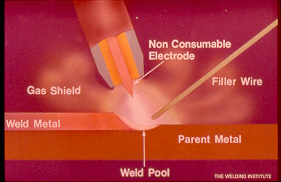 TIG
welding and the influence of "sulfur" in austenitic stainless applications.
TIG
welding and the influence of "sulfur" in austenitic stainless applications.
 MIG
OR TIG WELDING THAT STAINLESS ROOT... To ensure
good corrosion resistance of the stainless weld root, the root must be protected
from the atmosphere by an inert gas shield during welding and subsequent cooling.
MIG
OR TIG WELDING THAT STAINLESS ROOT... To ensure
good corrosion resistance of the stainless weld root, the root must be protected
from the atmosphere by an inert gas shield during welding and subsequent cooling.