|
|
Welcome to the world's largest web site on MIG , Flux Cored and TIG. Weld Process Controls & Best Weld Practices. To get to the root cause of GMAW (MIG) & Flux Cored (FCAW) weld issues, requires Weld Process Control - Best Practice Expertise, & lots of Weld Reality. The site provides the MIG - Flux Cored and TIG weld information and data required to attain the highest possible manual and robot weld quality, always at the lowest possible weld costs.
This web site was first established in 1997 by Ed Craig. Contact Ed. ecraig@weldreality.com
MIG
& FLUX CORED WELDING AND ARC BLOW."
Written by Ed Craig
www.weldreality.com
When welding ferrous steels lack of fusion and weld wandering can be caused through uncontrolled deflection of the arc, "arc blow". Arc blow can be the result of distortion of the magnetic fields produced by the welding current.
The reaction of the magnetic field that surrounds the MIG wire tip and the current flow in the plate to the current return cable can be sufficient to deflect the arc plasma and weld bead. Reducing the arc current magnetic field deflection can be reduced by positioning the current return cable so that welding is always towards or away from the ground clamp.Arc blow is responsible for many welding issues from erratic welds that wander to weld undercut and inconsistent weld penetration or weld porosity. Arc blow is especially prevalent in MIG robot cells influenced by the fixture and its many conductivity connections to the grounded parts. Too frequently the arc blow is not diagnosed as the cause of a specific weld problem, especially in robot cell. Arc blow is most prominent in the high current, open arc MIG spray transfer mode and to a much lesser degree the pulsed MIG transfer modes. Arc blow is also common with flux-cored welds and DC, SMAW applications > 230 amps.
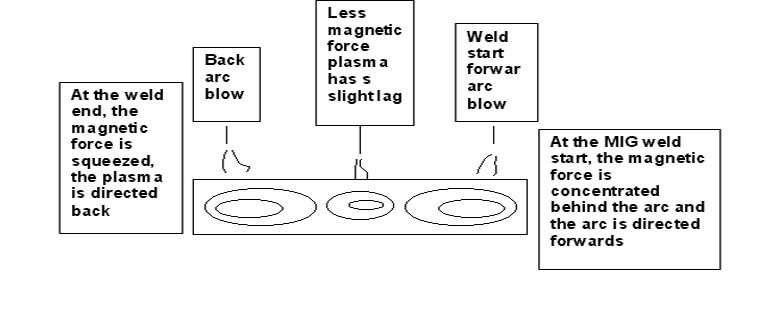
In the MIG and flux cored open arc, weld transfer modes, the weld stream cascades axially across the arc plasma. The electrons travel from the negative work to the positive anode . Arc blow will cause deflection of the arc plasma and weld stream causing the arc to wander. The most common arc blow deflections are forwards and backwards
FORWARD ARC BLOW.
Forward arc blow typically occurs when welding away from the ground.BACKWARD ARC BLOW.
Back arc blow occurs when welding towards the end of the
weld joint, into the corner or towards the ground.
MAGNETIC ARC BLOW.
In the MIG weld circuit, electrons in contrast to current, travel from the ground, through the work, across the arc, up through the electrode wire, and back to the power source. The electron (current) flow causes a magnetic field to surround the conductor (electrode wire tip). Magnetic arc blow causes an in-balance in the magnetic field that surrounds the MIG arc plasma.
Magnetic arc blow is influenced by many factors. To name a few, arc blow is influenced by the;
* amount of weld current used,
* the ground cable size, connections and length,
* the location of the ground,
* the arc location,
* the welded component size,
* the shape and the material type welded,
* the fixture components,
* the proximity of steel none grounded components to the grounded parts,
* weld gaps,
* steels in the fixture have high magnetic permeability.
* nickel alloys.
* weld joint depth.
* arc length.
A SIMPLE EXAMPLE OF HOW ARC BLOW FORWARD AND
BACKWARD DEFLECTION CAN OCCUR.
Many of you will know one of the most common causes of arc blow, welding a MIG spray fillet weld towards the inside corner, to reduce the arc blow as you head towards that corner;
[a] use lower weld current will help reduce the arc blow,
[b] change the ground positions,
[c] or try welding from the inside corner outwards using back hand instead of fore hand technique.
[d] If you have pulsed MIG transfer, the lower average pulsed weld current will reduce the magnetic field.If you have ever welded with submerged arc (SAW) and used more than one wire electrode, you would be aware of how the magnetic field interacts between the wires and agitate the weld puddles. With this situation you will soon recognize how important the ground placement is. To overcome the magnetic arc disruptions in Twin Wire MIG welding, DC positive polarity with pulsed transfer may be used with one wire and an AC arc for the second wire. Also two pulsed modes may be used with the peak and back ground set differently through the power source electronics. As we see more use of electronic AC MIG power sources, two AC power sources may be utilizing using different phase shifting or a Scott connection to minimize arc blow.
AC current reduces arc blow. The reversal of the weld current creates eddy currents in the metal being welded. The fields established by the eddy current minimizes the strength of the magnetic fields. The magnetic field intensity is also proportional to the square of the weld current used.
THE THERMAL INFLUENCE ON ARC BLOW.
In MIG and flux cored welding, we have cathode spots on the work or weld surface. The cathode spots transfer electrons across the arc to the anode spots on the electrode wire tip. For a stable MIG arc, the MIG arc spray transfer physics require that the cathode and anode hot spots maintain a continuous, uninterupted flow of electrons. The faster the MIG weld speed, the easier it is to see the arc plasma lagging behind attracted to the hotter weld location rather than the cold area in front of the wire.
The lagging arc plasma prefers the hot trailing weld rather than travelling
forward into the cold unknown.A slight plasma lag is typically not a concern in manual MIG welding, however in automated and robot MIG welds, especially the high weld speed butt welds and <3/16 fillet applications, the plasma lag when added to other magnetic disruptions can cause both arc and weld instability. This is a reason why a high energy argon - 20 percent CO2 mix, is better suited for high speed applications than a lower energy (narrower, less dense, less energy plasma) 10 % CO2 mix, argon oxygen mix or tri mixes containing < 10 CO2 and oxy.
ARC BLOW REDUCTION. The following are a few things you can do to reduce the affects of MIG arc blow.* Use a smaller wire diameter with less weld current, (make the arc more forcefull).
* Reduce MIG or flux weld voltage to reduce the arc length, (increases palsma intensity).
* Add more clamps and improve part tolerances to reduce the weld gaps in the part.
* Add more weld tacks and make tacks larger.
* Change the welding direction.
* Change the weld sequence.
* Add additional ground cables or wrap cables around part or fixture.
* If using spray transfer and the magnetic field issues are not resolved try AC.
* Instead of MIG spray use pulsed MIG.
* If the welded part is in a fixture increase or change the metal fixture contact spots.
* Remember steel fixtures can become magnetized over time.
* Steel fixtures with conductive metal inserts such as aluminum or copper can cause magnetic disruptions.
* Create equal mass in the fixture design.
* If using argon oxygen mixes, or argon with <10 CO2, try argon 15 to 20 CO2.
If you want to be a weld process control expert, take a look at the following resources.